



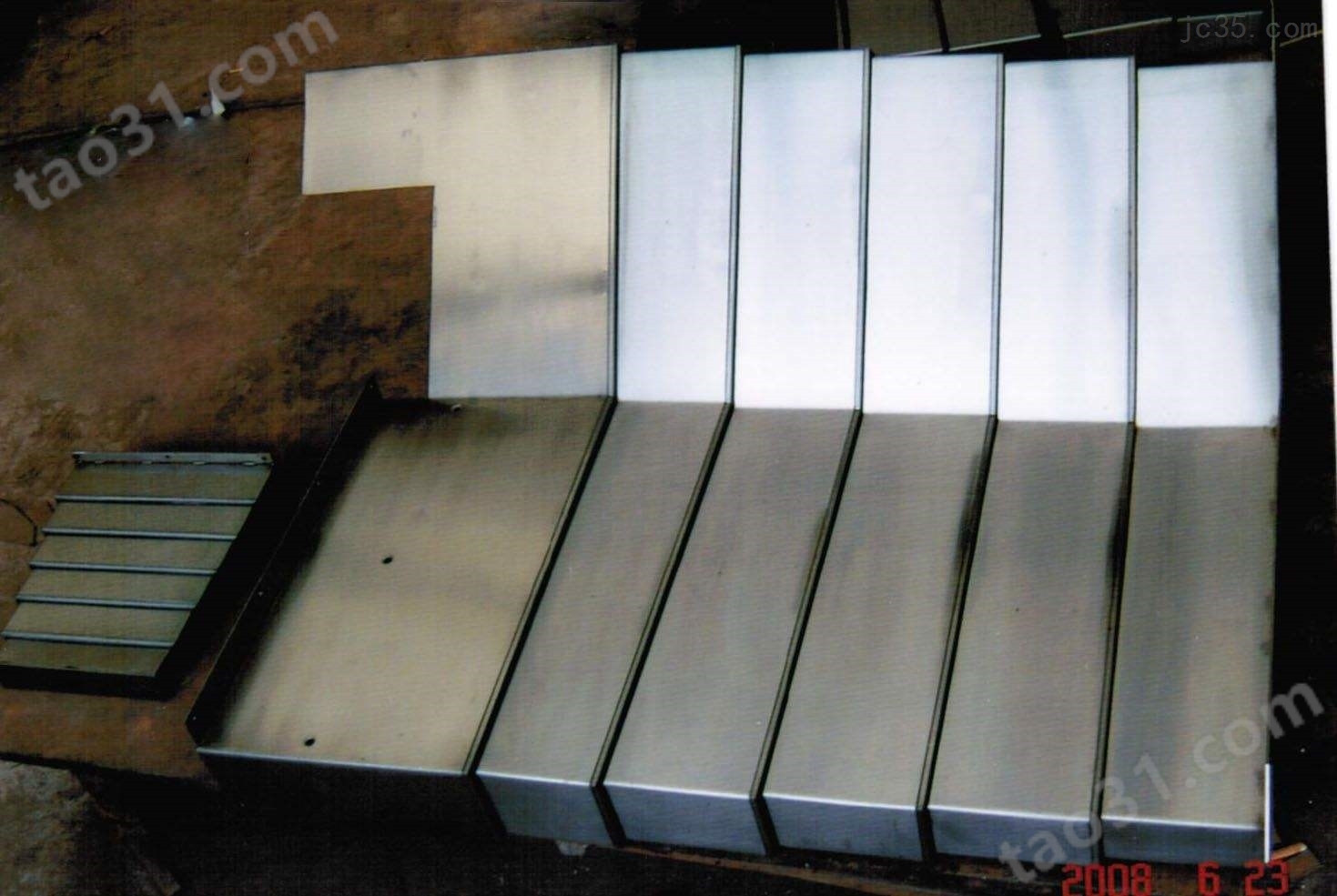





导轨防护罩来图定制交货及时
机床防护罩好处!!提高横向稳定性。这一点屋脊型(3)及折边(4)可以做到。另外倾斜型(2)可以出色地使液体及碎屑流走。机床防护罩弯曲棱边垂直切割面准则薄板在切割加工以后,一般还要进一步进行成形加工,比如弯曲。弯曲棱边应垂直于切割面,否则交汇处产生裂纹的危险升高。机床防护罩若因其它限制垂直要求不能满足时,应在切割面和弯曲棱边交汇处设计一个圆角,其半径大于板厚的两倍。机床防护罩平缓弯曲准则陡峭的弯曲需特殊的工具,且成本高。此外,过小的弯曲半径易产生裂纹,在内侧面上还会出现皱折(机床防护罩)。数控机床防护罩的标准可有效地减少零件的加工时间和辅助时间,数控机床防护罩的主轴声速 五轴联动加工中心和进给量的范围大,允许机床进行大切削量的强力切削。数控机床防护罩正进入高速加工时代,数控机床防护罩移动部件的快移动及高速切削加工,*地提高了生产率。另外,与加工中心的刀库配合使用,可实现在一台机床上进行多道工序的连续加工,减少了半成品的工序间周转时间,提高了生产率。 改善劳动条件 数控机床防护罩加工前是经调整好后,输入程序并启动,机床就能有自动连续地进行加工,直至加工结束。操作者要做的只是程序的输入、编辑、零件装卸、刀具准备、加工状态的观测、零件的检验等工作,劳动强度大降低,机床操作者的劳动趋于智力型工作。另外,机床一般是结合起来,既清洁,又安全。
导轨防护罩来图定制交货及时
机床防护罩与钣金技术要求据不同的要求选择不同落料方式,其中有激光,数控冲床,剪板,模具等方式,然后根据图纸做出相应的展开。数控冲床受刀具方面的影响,对于一些异形工件和不规则孔的加工,在边缘会出现较大的毛刺,要进行后期去毛刺的处理,同时对工件的精度有的影响;激光加工无刀具限制,断面平整,适合异形工件的加工,但对于小工件加工耗时较长。在数控和激光旁放置工作台,利于板料放置在机器上进行加工,减少抬板的工作量。一些可以利用的边料放置在的地方,为折弯时试模提供材料。在工件落料后,边角、毛刺、接点要进行必要的修整(打磨处理),在刀具接点处,用平锉刀进行修整,对于毛刺较大的工件用打磨机进行修整,小内孔接点处用相对应的小锉刀修整,以保证外观的美观,同时外形的修整也为折弯时定wei作出了保证,使折弯时工件*在折弯机上位置*,保障同批产品尺寸的*。在落料完成后,进入下道工序,不同的工件根据加工的要求进入相应的工序。有折弯,压铆,翻边攻丝,点焊,打凸包,段差,有时在折弯一两道后要将螺母或螺柱压好,其中有模具打凸包和段差的地方要考虑先加工,以免其它工序先加工后会发生干涉,不能完成需要的加工。在上盖或下壳上有卡勾时,如折弯后不能碰焊要在折弯之前加工好。折弯时要先要根据图纸上的尺寸,材料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用根据板材的厚度来确定。其次是确定折弯的先后顺序,折弯一般规律是先内后外,先小后大,先特殊后普通。有要压死边的工件先将工件折弯到30°—40°,然后用整平模将工件压死。压铆时,要考虑螺柱的高度选择相同不同的模具,然后TOX机器的压力进行调整,以保证螺柱和工件表面平齐,避免螺柱没压牢或压出超过工件面,造成工件报废



所有评论仅代表网友意见,与本站立场无关。