










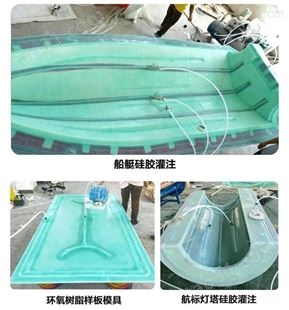
传统的复合生产一般采用开模工艺,生产过程中会有大量的苯乙烯等挥发性有毒气体产生,给操作者和环境带来危害。另一方面,随着产品尺寸的增加,必须保证产品重量轻且质量分布均匀,这就促使生产工艺由开模向闭模发展。采用闭模工艺,如现在常用的真空灌注成型工艺,不但可大幅降低成型过程中苯乙烯的挥发,且更易控制树脂含量,从而保证复合材料产品质量分布的均匀性,可提高产品的质量稳定性。
船舶涂刷工艺真空袋模具硅胶:
为加成型模具有机硅橡胶,通常也称双组份室温硫化加成型有机硅橡胶(以下简称硅橡胶)。硅橡胶A、B组份都为可流动性的液体,其中A组份含金触媒催化剂或其它助剂,双组份混合后可室温固化也可加温固化。
●技术参数
特性 | 单位 | 参数 | ||
混合前粘度(25℃,65%RH) | ||||
E635 (A) | CP | 10000+3000/-3000 | ||
E635 (B) | CP | 5000+2500/-2500 | ||
混合后物性(25℃,65%RH) | ||||
混合比例 | (重量比) | A:B = 1:1 | ||
颜 色 | / | 半透明 | ||
混合后粘度 | CP | 7000+3000/-3000 | ||
操作时间 (25℃) | min | 30-45 | ||
固化时间 (25℃) | h | 3~4 | ||
硬 度 ( Shore A ) | / | 35±2 | ||
拉伸强度 | MPa | 7.0+2/-1.0 | ||
撕裂强度 | KN/M | 13+4/-2 | ||
断裂伸长率 | ≥% | 350 | ||
船舶涂刷工艺真空袋模具硅胶特点
不受制品厚度限制,可深度固化;
低收缩率,交联过程中不放出低分子,故体积不变,收缩率小于0.1%;
具有优良的耐高温性,温度可以达到200-300度;
食品级,无毒无味,通过FDA食品级认证;
高抗拉、抗撕裂力,翻模次数多;
流动性好,易灌注;既可室温固化也可加温固化,操作方便;











所有评论仅代表网友意见,与本站立场无关。