







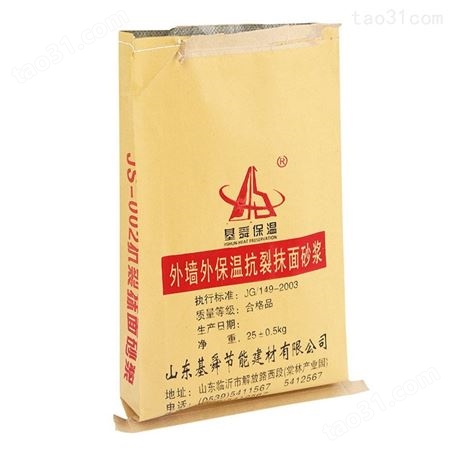
编织袋生产厂家在进行生产的时候,还需要进行印刷工序,但是在这个过程中,很有可能会出现一些故障,例如印品粘连的现象。
而出现这种现象的原因包括印速过快,复卷过紧;干燥装置角度不对或发生故障;油墨干性太慢;贮存堆垛重压过大;温度太高而冷却不*或油墨又不耐热;油墨过稀渗背透印这些方面。这样看来,原因还是比较复杂的,对此就需要具体分析。相应的解决方法就是调整印速,检查干燥装置角度;改进油墨干性;在印刷时堆叠要少或贮存堆垛负荷要轻;降低车间或仓库的温度,调换耐热的编织袋油墨。
除了这些以外,还可以添加原墨,以提高其粘度或添加分子量小的溶剂,而又挥发快的稀释溶剂,从而解决编织袋的印刷问题。
以下是编织袋的制作过程,请大家认真看完。
3.正常操作 (1)当机器运转正常时,按所需的扁丝厚度调整挤出机、牵伸机、绕丝机的转速。 (2)调整两烘箱温度。 (3)调整卷绕丝的张力,15A调压器调至100~160V,远看扁丝在牵伸机与绕丝机之间有弹性。 (4)时刻观察片膜的厚度,一旦发现片膜逐渐薄时,马上停机更换过滤网。 4.停车步骤 (1)在停机前将机筒、三通、模头的加热温度控制器下调约20摄氏度。 (2)降低螺杆转速至零,关闭挤出机电机,同时降低牵伸转速至零,关闭牵伸机电机。 (3)裁断扁丝。裁丝离绕丝机越近越好。 (4)关闭绕丝机所有电机。 (5)关闭所有加热器电源。
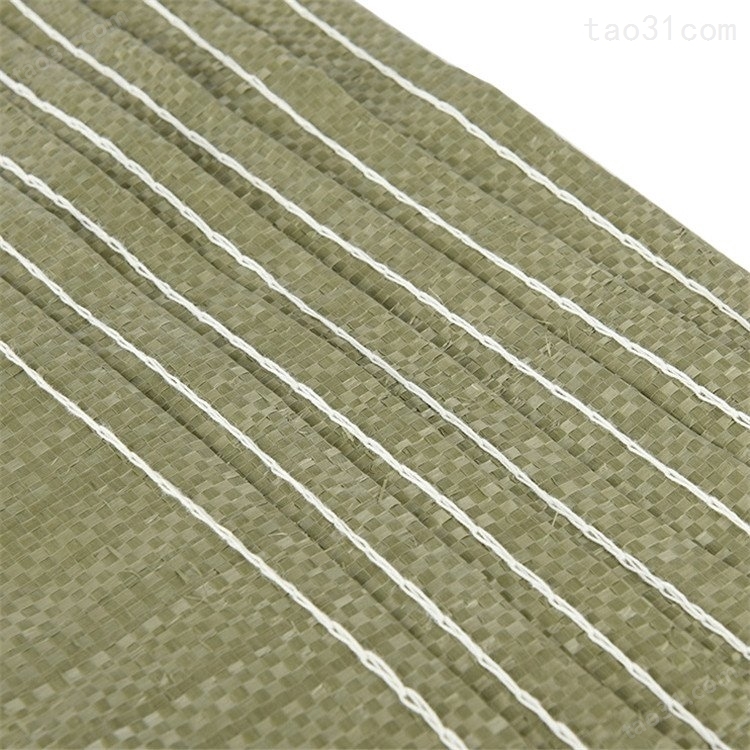
编织袋厂家使用编织袋裁切机裁切编织袋,可以说编织袋裁切机在编织袋生产中起到很重要的作用,所以其中有很多因素会影响编织袋的质量。织袋厂的编织袋裁切机编织过程中影响质量的因素有尺码环、经纬密度变换齿轮、排纱。
一般要求尺码环的周长与标准布宽乘以2的误差在3mm内,它是否标准直接影响到胚布的宽度是否符合标准。还有排纱,排纱需均匀,如果排纱不均或交叉、缠绕较多,容易造成编织袋裁切机布面收缩、折皱不美观,并产生大量废品。
变换齿轮,经纬密度主要由变换齿轮所控制,特别是纬线不同的布面所需的变换齿轮不一样,以每100mm内线的根数为衡量标准。尺码环、排纱和变换齿轮是黄色编织袋裁切质量的因素,想要增加裁切的质量可以从这三方面来改进。









所有评论仅代表网友意见,与本站立场无关。