


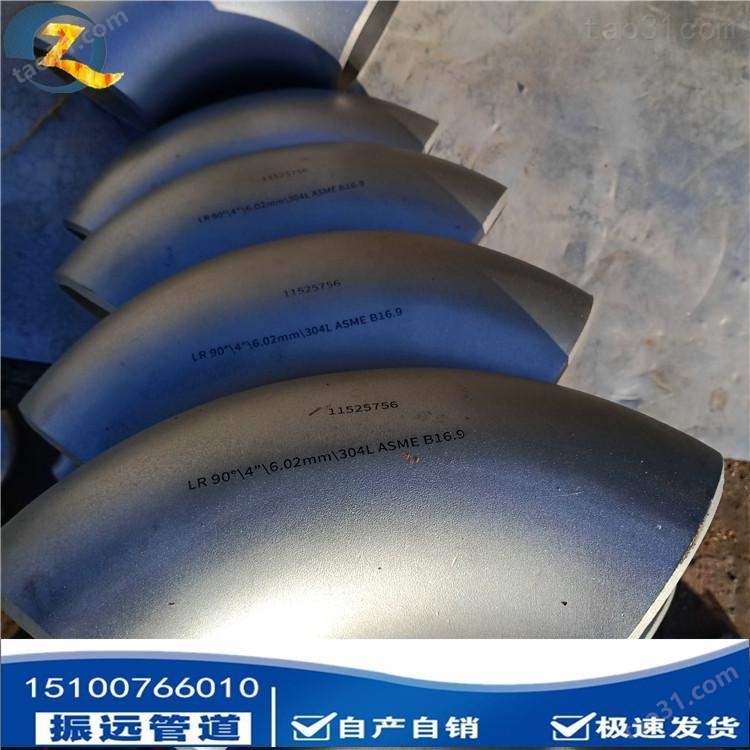




弯头介绍:焊接弯头 321材质不锈钢弯头 90度DN100定做厂家-振远
弯头的标准分类:
电力标准
GB2000火电发电厂汽水管道零件及部件典型设计手册
DL/T515-93电站弯管
D-GD87-1101 管道零件及部件典型设计
管件执行标准之化工标准:
HGJ514碳钢、低合金钢无缝对焊管件
HGJ528 钢制有缝对焊管件
HGJ10 锻钢制承插焊管件
HGJ529 锻钢制承插焊、螺纹和对焊接管台
HGJ-44-76-91 钢制管法兰、垫片、紧固件
HG20592-20635 钢制管法兰、垫片、紧固件
中石化标准
SH3406 -1996石油化工钢制管法兰
SH3408 -1996钢制对焊无缝管件
SH3409-1996 锻钢制承插焊管件
SH3410 -1996锻钢制承插焊管件
SH3065-1994石油化工管式炉急弯弯管技术标准
国家标准
GB12459-2005 钢制对焊无缝管件
GB/T13401 钢板制对焊管件
GB/T14383 锻钢制承插焊管件
GB/T10752-1995船用钢管对焊接头
GB/T17185-1995钢制法兰管件
管件执行标准之中石油标准:
SY/T0510-1998 钢制对焊管件
SY/T5257-2004 钢制弯管
02S403 钢制管件国家建筑标准
船用标准
CB/T3590-94 铝黄铜弯头
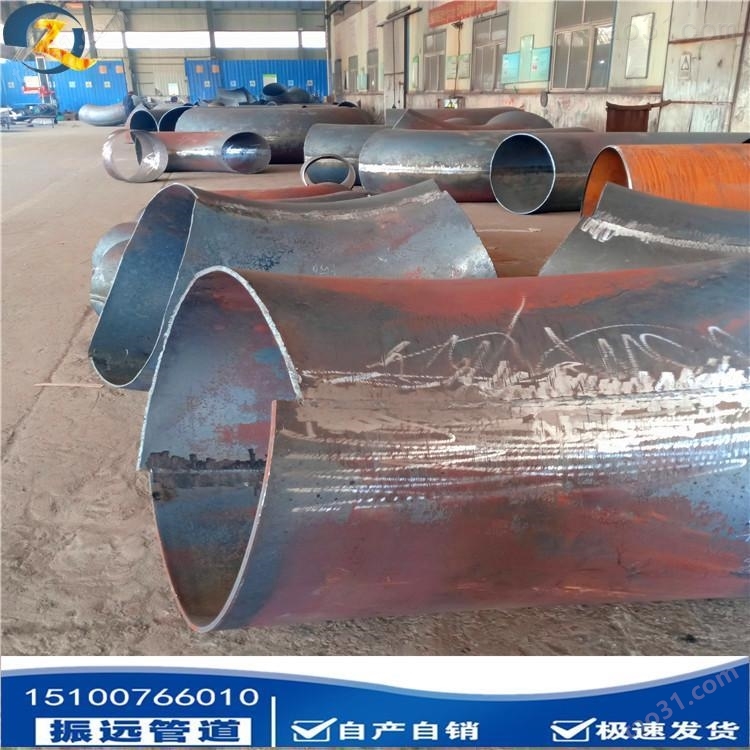
焊接弯头中板焊制的工艺介绍:
用中板用压力机做成弯头剖面的一半,然后把两个剖面焊接到一起。这样的工艺一般用来作DN700以上的弯头的。
其它成形
除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用
焊接弯头的常用类型:
焊接弯头即为“虾米弯",它可在管道上或钢板上切割下料后焊制而成,其规格可为很大。弯的节数与弯曲半径由制作者自由确定。焊接弯不很圆顺,两者的弯曲半径均不大,一般为管道直径的1倍左右。
用中板用压力机做成弯头剖面的一半,然后把两个剖面焊接到一起
对焊弯头的相关标准:
日本标准
JIS B2311 通用钢制对焊管件
JIS B2312 钢制对焊管件
JIS B2313钢板制对焊管件
JIS B2316 钢制承插焊管件
管件执行标准之美国标准:
ASME/ANSI B16.9 工厂制造的锻钢对焊管件
ASME/ANSI B16.11 承插焊和螺纹锻造管件
ASME/ANSI B16.28 钢制对焊小半径弯头和回头弯
ASME B16.5 管法兰和法兰配件
MSS SP-43 锻制不锈钢对焊管件
MSS SP-79 承插焊异径插入件
MSS SP-83 承插焊和螺纹活接头
若焊件不能进行热处理,则应选用铬镍不锈钢焊条
对焊弯头材质的划分:
碳钢: ASTM/ASME A234 WPB、WPC
合金: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP911、15Mo3 15CrMoV、 35CrMoV
不锈钢:ASTM/ASME A403 WP 304-304L-304H-304LN-304N
ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
低温钢:ASTM/ASME A402 WPL3-WPL 6
高性能钢: ASTM/ASME A860 WPHY 42-46-52-60-65-70
若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理
焊接弯头厂家振远管道介绍:
河北振远管道设备有限公司,主要生产无缝弯头,焊接弯头,对焊,虾米腰等冲压弯头!可按图纸定做!踏实的技术保证客户的产品质量!本公司拥有5个大型车间(弯头车间,法兰车床车间,三通车间,封头/大小头车间,防腐涂塑车间)都是国内现有的数控*设备!出货快,效率高。资质部分齐全,给予客户出厂售后保障!
振远管道虔诚与您的合作!









所有评论仅代表网友意见,与本站立场无关。