








SHOPTOOL_POSITION_TOP_BEGIN
SHOPTOOL_关联营销_206761_BEGIN
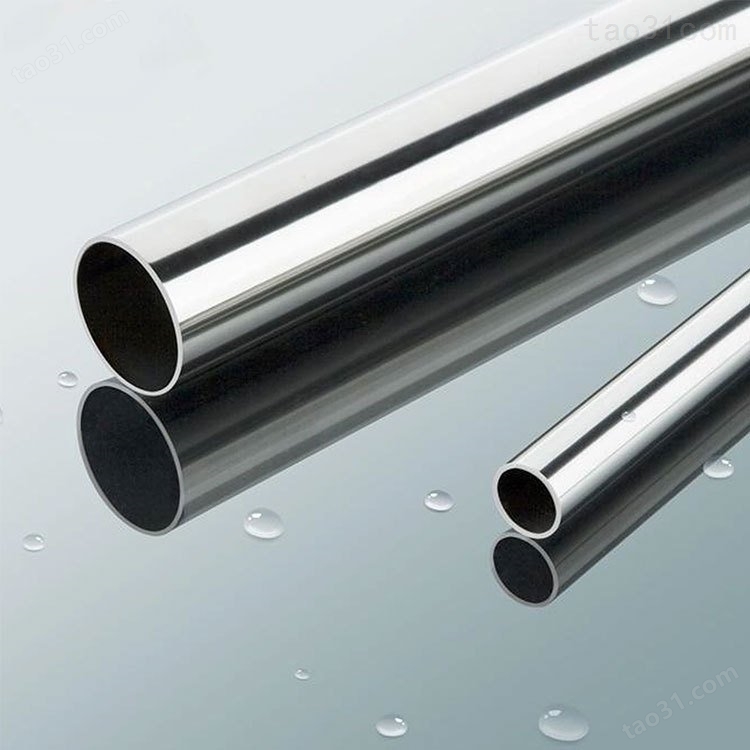
液压郑州不锈钢管的产品特点
液压不锈钢管工艺要点
①焊前对焊件和坡口表面进行*清洗。
②装配时一定要以覆层为基准对齐,错边量不得超过0.5mm。
③定位焊缝一定要在基层上。
④采用平位焊。先焊打底层1,再焊填充层2。反面清根后,焊背面层3。注意填充层2的表面离基层与覆层的交界面低1-1.5mm,层间温度不高于300℃。
⑤基层焊接时的飞溅物落到覆层坡口表面时,要仔细清理干净。
⑥基层焊完后须冷却至100℃以下再焊覆层。覆层焊接采用多道焊,直线运条。以控制热输人,避免结晶裂纹的产生,还可以减少覆层焊缝合金元素的稀释。
⑦覆层焊接时保持层问温度低于100℃。







所有评论仅代表网友意见,与本站立场无关。