
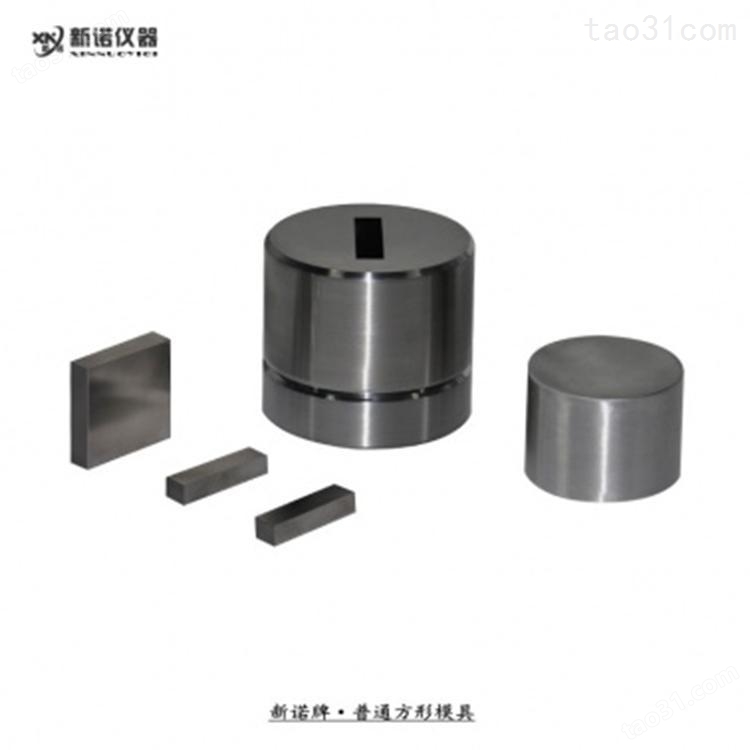




制样压形油压机模具 MJK-F上海新诺培 方形压制模具 边长71-80mm
模具概述:
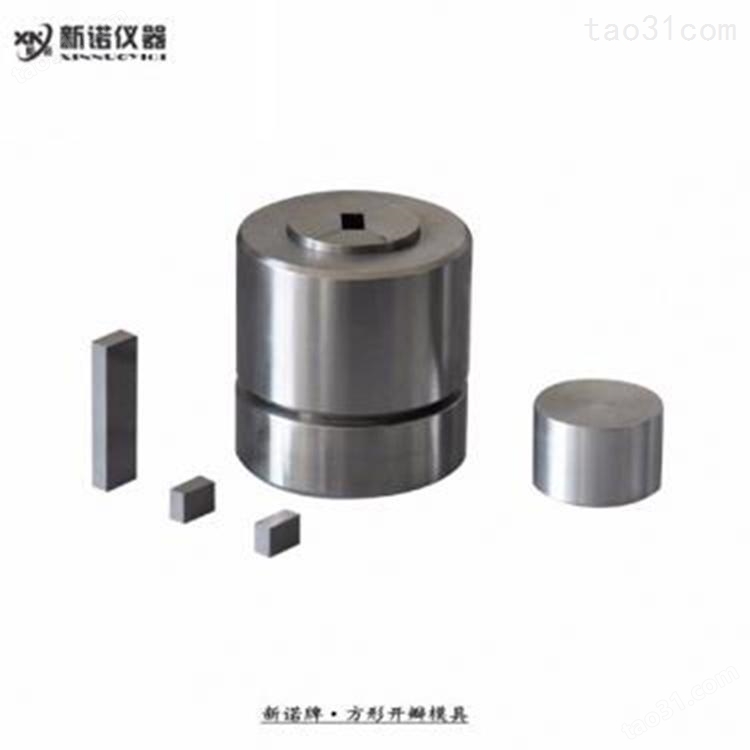
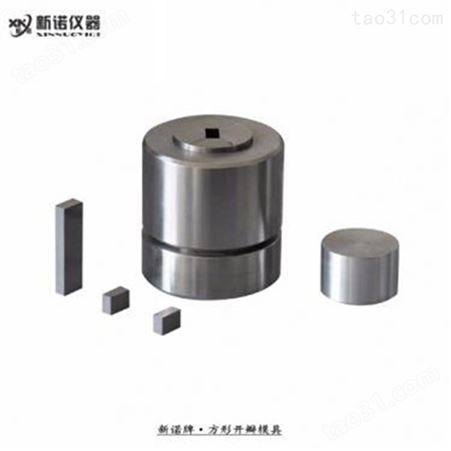
方形开瓣模具又称为易退模组合型模具,一般是由四个内芯组合成一个长方形或者正方形的腔体,该腔体直径即是压制成型的样品直径尺寸,后通过圆形套筒把四个内芯套住固定为一个整体。压制工作完成后,通过快速拆解模具套筒即分离四个内芯,压制的粉末样品直接取样,无需经过脱模环节,避免了脱模过程中对样品造成的损伤破损。该类模具主要用于压制一些不易成型或不易退膜的粉末样品,或因压制试样厚度过高,开瓣模具更适合此类要求。一般实验室用模具压片尺寸:3-80mm,常用尺寸:10-40mm内,压制样品尺寸根据用户需求定制。特殊模具尺寸、规格、形状、材质等可根据客户需求定做。
MJK-F边长71-80mm技术参数:
仪器型号 | MJK-F |
压制样品形状 |
|
可压制样品形状 | 长方形 正方形 长方体 正方体等 |
模具压头硬度 | HRC60-HRC62 |
模具材质 | 合金工具钢 Cr12MoV |
常用模具规格 | 72×72、74×74、75×75、76×76、78×78、80×80mm |
样品尺寸 | ≤边长φ80mm |
腔体深度 | 60mm |
外形尺寸 | φ200×180mm |
模具重量 | 50kg |
模具压强计算公式 | 油缸的面积/模具的面积×压力表读数=模具实际承受压强。切勿超压 |
模具备注 | 非标定制,以上指标仅供参考,可根据客户要求定制各种规格、材质、形状的模具 |
警告!!!
模具压强计算公式:油缸的面积/模具的面积×压力表读数=模具实际承受压强,切勿超压!
模具使用及保养:
模具每次使用时候应先将模具表面用无尘纸将模具擦干净以免模具上的防锈油影响到样品的测试结果,加压时注意不得模具的大承受压力。模具使用后要及时将模具上的样品清理干净以免腐蚀模具,长时间不使用需要将模具涂上防锈油,放置在干燥的环境中保存。
1、将模具放置压片机的中心位置,加压时不得模具的大承受能力。
2、模具表面如有样品残留无法,请不要用化学试剂清洗及浸泡;
3、模具长时间不使用,可以在模具的表面涂抹上防锈油以免模具生锈;
4、模具长时间不使用,需要将模具放置在干燥环境中保存;
模具使用操作步骤:
1、将模具按照模具操作示意图组装好,并将腔体内装好样品;
2、将模具放置在压片机的中心位置,加压到样品所需压力;
3、将模具按照模具退模过程示意图组装好,放置到压片机中用丝杠将样品从模具套中顶出;
4、将模具从压片机中取出,并轻轻的取出样品;
所有评论仅代表网友意见,与本站立场无关。