








公司凭着“团结、务实、敬业、奉献"的企业精神,经过全体员工的努力拼搏和积极开拓,公司已成为年销量达15万吨以上的钢材营销企业,日均常备库存2万吨以上。在云南市场享有较高的信誉。
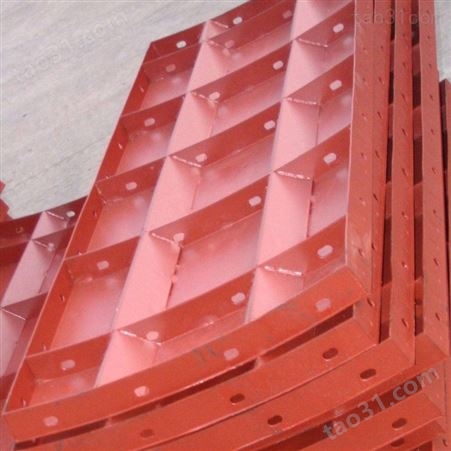
钢模板结构:
1、 钢模板组合;每节组合高度1200墩身端侧半圆弧边与标准块组合、托盘与墩帽分解组合,标准组合块1700×1202肋板间距3500×4500肋板高度(面板 肋高)86。
2、 钢模板加工对于肋板的配制;带有异形角、面的部其肋板加工必须在卡模上焊接定型必须用样板反复矫正、严禁徒手制作。
3、 钢模板加工组合边框加工成子母扣形。
4、钢模板标准组合段;每节段加工过程预留对拉螺栓孔位8处,/5、钢模板内肋十字组合焊缝每个焊接处焊缝长度累计≥70%肋板宽度。
钢模板可以代替木模板,降低了混凝土压力中的孔隙水压力和气泡消除,采用传统的密封模板如木模板、胶合板或钢板。钢模板结构混凝土成型后形成,形成理想的粗糙度。接口。你不需要进行粗暴的工作就可以进入下一个过程。
可以在安装钢筋之前或安装钢筋之后放置。如果在钢筋安装前浇筑,安装方便,混凝土浇筑过程可进行可视化,以减少孔和蜂窝结构的风险。
钢模板组合焊接:
1、模扇制作;必须在有一定刚的胎模上施工,定型肋板组焊——肋板矫正检测——骨架装配定位焊——组对面板焊接,焊接成型。
2、钢模板成型必须在胎模上施工,对于组合装配用的螺栓孔、在组合装配时应预先拧紧螺栓,防止在组装时、螺栓孔或其它相临部位尺寸错位。
3、钢模板肋条骨架网加固焊可在胎模 下施焊,肋条骨架网加固焊后须经矫正后再上胎模组合钢模面板。
4、钢模面板上胎必须经矫正娇平修边处理,组合肋条骨架网对位固定,面板与筋板肋条边贴付平顺压紧施焊。钢模骨架网与面板组焊筋板和面板焊接采用对称间隔焊。
钢模板验收参照标准:
1、钢模板验收依据《公路桥梁施工技术规范》JTJ041——2000模板、支架和拱架9.1《公路工程质量检验评定标准》JTJ071——2005,并引用委托方提供的加工制作技术要求为检验标准合并、对加工完工钢模板的成品钢模板进行分组、分部依次检验。
2、 钢模板加工过程的工艺、工序、工部全程,必须严格遵循国家标准(组合钢模板技术规范)G214——2001的相应对技术标准操作。
3、遵照甲方技术交底严格按照要求加工,加工成的质量标准控制无论合种标准必须采用较高的标准为加工标准,严禁擅自降低加工质量控制标准。
公司常年库存在万吨左右,凭借雄厚的实力,丰富齐全的规格品种,完善的质量保证,合理的价格,的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着“及用户之所及,想用户之所想"的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,我们愿意为广大新老客户提供更,更的服务,共创美好的明天,欢迎广大客户来电来访洽谈业务。










所有评论仅代表网友意见,与本站立场无关。