









马鞍山永锋机械刃具制造有限公司主营:机械刀具,模具,建筑机械配件加工
热切刀片材质:
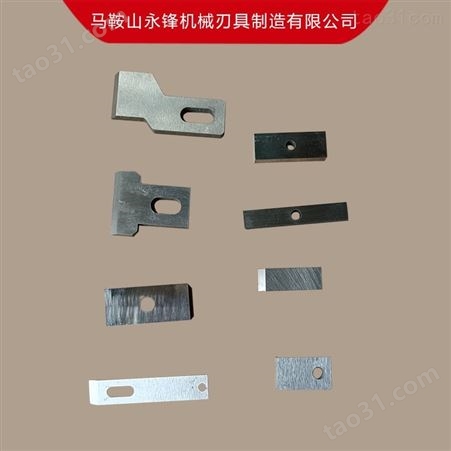
纵剪机刀片用于冶金带钢分切行业的圆盘滚剪机刀片,纵剪机刀片主要采用材料有:T10、 6CrW2Si、Cr12MOV、LD、H13、W18Cr4V、HI3K等优良工具钢和高合金模具钢制造。
广泛应用于薄、中、厚板材的裁边、条等,如:热轧盘管、酸铣盘、电镀和着色钢板、硅钢板、不锈钢、矽钢片等行业。纵剪机刀片切口光滑平整,刃口耐磨损。
主要用干板材纵剪分条及各类纵剪机组。圆刀规格从φ10mm-2000mm,精度等级可达0.003内,厚度公差士0.001,光洁度可达40.8内,如W6Mo5Cr4V2Co,SLD,DC-53等新型材料,其的韧性及耐磨性,适合0.1-10mm不锈钢的精密分条,纵剪机刀片刀片的刃口锋利耐磨损,切口光滑平直。
热切刀片的温度随时间的变化与剪板机刀片的加热状态有关,这是由切割模式决定的。 车削和钻孔时,切屑在 时间内连续产生,齿刀与工件之间的接触温度较高,线性上升趋势,接触部分的温度通常处于稳定状态。 当使用多个切削刃(例如铣削和锯切)进行切削时,执行间歇切削,并且切削刃的温度也是不连续的。 因此,切削刃的温度上升并且有时会降低,并且切削体的温度缓慢上升。 此时,刀片与工件的接触时间越短,温度变化的区域越窄。 由于木材切割边缘与木材工件接触所需的时间非常短,通常只有几毫秒,因此切割热量只能影响工件接触表面下方的范围。
热切刀片分切纸板尾部偏转:1。切割刀片刀片进给定位支架调整不当; 2.纵切刀具有钝角,与其他刀具的线速度不同; 3.切割机刀片导纸轮调整不当; 4.切刀刀片进给不当。分切机的刀片产生毛刺:1。分切机的刀片钝,应抛光;分切机的刀片与刀槽花纹重叠得太浅; 3.分切机刀片的刀槽花纹缠绕在纸边和纸毛上。应清洁然后打开; 4.分切机刀片刀槽花纹的间隙过大,一般不超过2.5mm。分切刀片的分切线易于破碎:1。原纸较差;压力线太深了。分切机刀片的压痕线不直:1。分切机的切割线太浅,折叠线不均匀,影响了盒子的外观; 2.切割刀片刀片倾斜; 3.切割机刀片按下上下线。圆形未调整。切刀的切边不是垂直的:1。切刀的切刀角度不正确; 2.分切机的刀具不在刀具的中心;切刀的刀刃是尖锐的。








所有评论仅代表网友意见,与本站立场无关。