





马鞍山永锋机械刃具制造有限公司主营:机械刀具,模具,建筑机械配件加工
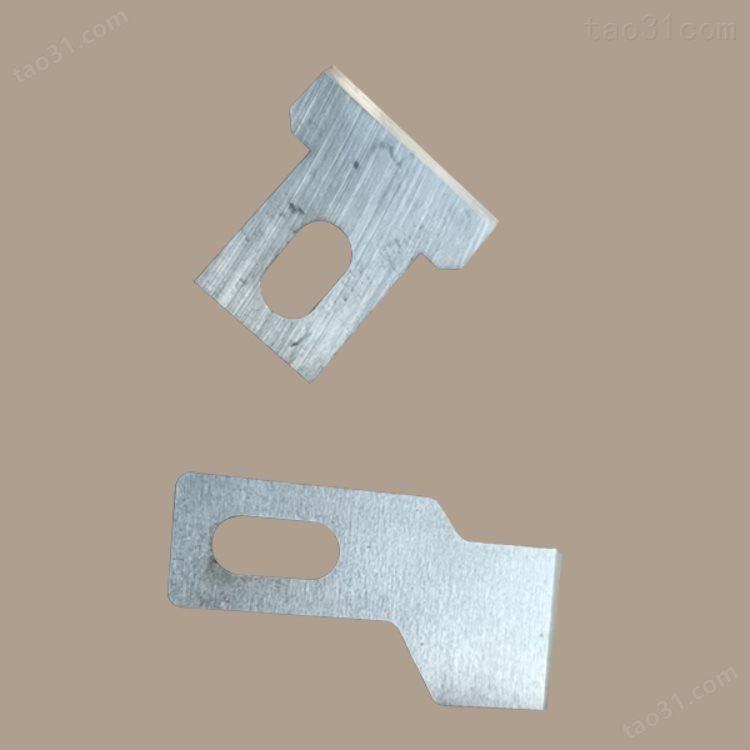
熟悉和了解热切刀片可以让分切圆刀片的使用寿命更长,那么使用分切圆刀片时有哪些正确的步骤呢?分切圆刀片具有很高的耐磨性,其承载能力是业内优l秀的减速驱动。我们来学习一下分切圆刀片的使用步骤。
1.分切圆刀片运行200~300小时后,应进行第l次换油,以后使用时应定期检查油的质量,对混入杂质或变质的油应及时更换。正常情况下,长时间连续工作的分切圆刀片,运行5000小时或一年一次后要换上新油,停了很久的分切圆刀片也要换上新油再重新运行。分切圆刀片应添加与原品牌相同的机油,不得与不同品牌的机油混合使用。允许混合相同品牌和不同粘度的油。
2.换油时,应切断传动装置的电源,以防意外带电。等到分切圆刀片 冷没有燃烧危险,但要保持温暖,因为油的粘度增加,分切圆刀片 冷*排空后很难排油。
3.当发现油温升至80℃以上或油池温度超过100℃并产生异常噪音时,应停机。检查原因,排除故障,更换润滑油后再继续运行。
4.分切圆刀片输入功率范围100 W ~ 30kw,输出扭矩范围4nm ~ 3000nm,输入轴转速一般不超过1800/ min,高速轴可双向运转。当工作环境温度低于0℃时,启动前必须将润滑油加热至0℃,当工作环境温度高于40℃时,必须采取冷kloc-3/冷却措施。
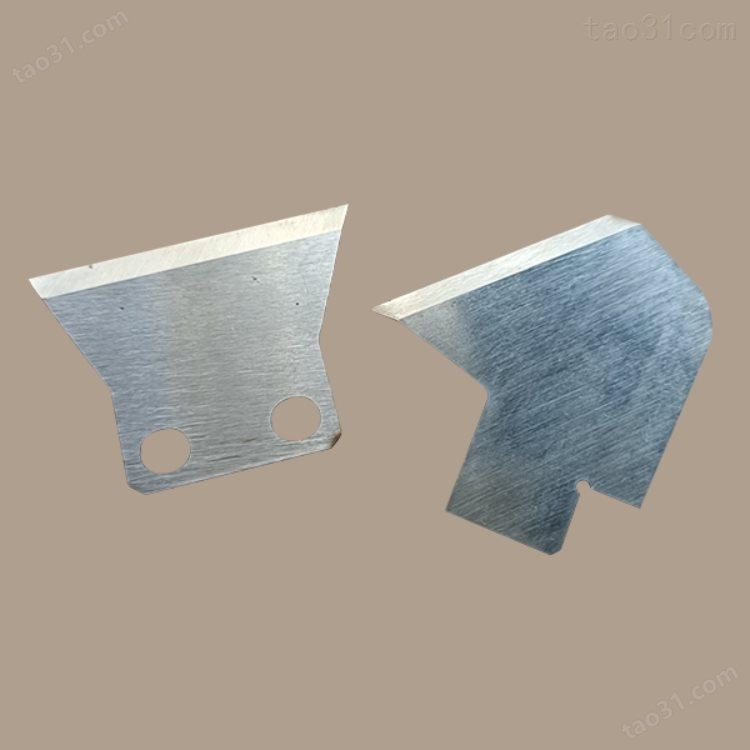
热切刀片的温度随时间的变化与剪板机刀片的加热状态有关,这是由切割模式决定的。 车削和钻孔时,切屑在 时间内连续产生,齿刀与工件之间的接触温度较高,线性上升趋势,接触部分的温度通常处于稳定状态。 当使用多个切削刃(例如铣削和锯切)进行切削时,执行间歇切削,并且切削刃的温度也是不连续的。 因此,切削刃的温度上升并且有时会降低,并且切削体的温度缓慢上升。 此时,刀片与工件的接触时间越短,温度变化的区域越窄。 由于木材切割边缘与木材工件接触所需的时间非常短,通常只有几毫秒,因此切割热量只能影响工件接触表面下方的范围。
热切刀片牌号都有什么意义?
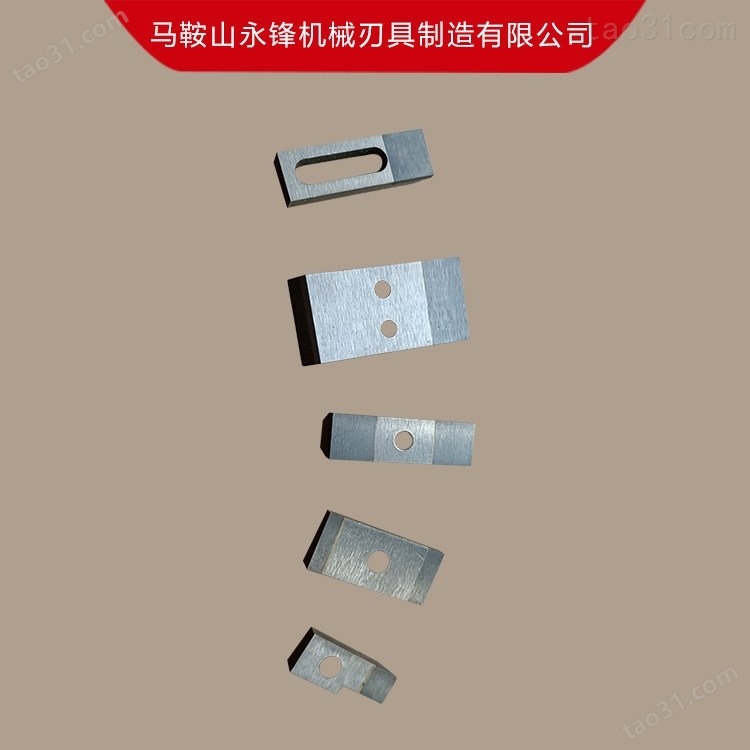
合理选择刀片硬质合金的主要依据是被加工材料的性能和硬质合金的性能。一般选用铣刀时,可按刀具制造厂提供加工的材料及加工条件,来配备相应牌号的硬质合金刀片。
P类合金(包括金属陶瓷)用于加工产生长切屑的金属材料,如钢、铸钢、可锻铸铁、不锈钢、耐热钢等。
M类合金用于加工产生长切屑和短切屑的黑色金属或有色金属,如钢、铸钢、奥氏体不锈钢、耐热钢、可锻铸铁、合金铸铁等。
K类合金用于加工产生短切屑的黑色金属、有色金属及非金属材料,如铸铁、铝合金、铜合金、塑料、硬胶木等。
很大切削深度:
不同系列的可转位面铣刀有不同的很大切削深度。很大切削深度越大的刀具所用刀片的尺寸越大,价格也越高,因此从节约费用、降低成本的角度考虑,选择刀具时一般应按加工的很大余量和刀具的很大切削深度选择合适的规格。当然,还需要考虑机床的额定功率和刚性应能满足刀具使用很大切削深度时的需要。








所有评论仅代表网友意见,与本站立场无关。