







马鞍山永锋机械刃具制造有限公司主营:机械刀具,模具,建筑机械配件加工
在齿轮加工中,滚齿齿形误差对后续加工的精度及切粒机滚刀寿命有较大影响。滚齿齿形误差的种类及产生原因较多,切粒机滚刀的齿形角误差、机床的分度误差、滚刀安装误差等均可能引起齿形误差。
滚齿过程可视为被切齿轮与假想齿条作无侧隙啮合的过程。滚齿时,齿轮的端面渐开线齿形由一些非连续的折线包络而成,折线与折线之间形成一夹角,该夹角的顶点与理论渐开线之间沿渐开线法线方向形成的距离称为棱度,DS 为包络形成渐开线的折线之间的距离,DH 是滚齿时必然产生的原理误差。将形成棱度的夹角顶点用直线连接起来,即形成端面齿形上的渐开线,每个顶点在端面上对应一个齿形角,在齿宽方向形成一条直线。
操作人员填料时,一定要看好,料中不要进杂物,掌握好温度。如果一开机时,料不成条出现粘模头的现象,是模头温度过高,等稍一冷却即可正常,一般情况下不用停机。切粒机滚刀切粒时一定要将条拉均后才能入兑辊,否则将损坏切粒机。如排气孔向外争剧冒料,证明杂质已堵住了过滤网,此时须速停机更换网片。
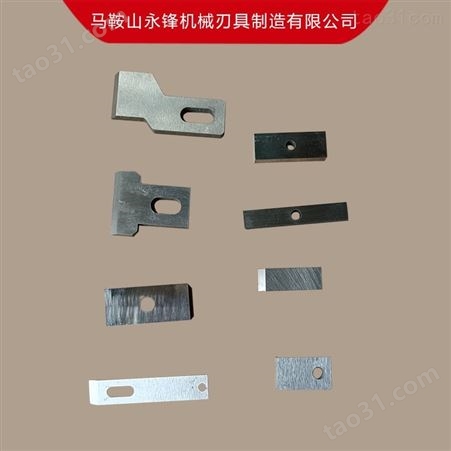
切粒机滚刀的使用步骤有哪些
每一种产品的当我们在使用的时候都会它的本身的一个步骤,如果不按照步骤来的话,长时间这样下去对产品本身很有可能会造成一定的伤害,或是对产品的时候寿命照成严重的影响,那么,切粒机滚刀的步骤又有那些呢?
1、滚刀在操作之定要空载行程,运转正常后才能操作切割。
2、调整调正切滚刀刀片间隙,必须切断电源,应注意安全。
3、根据板料厚度来调正滚刀刀片间隙,但不得大于板的1/30.
4、切粒机滚刀应经常润滑,操作工每班加注润滑油,机修工每半年对轴承加润滑油一次。
6、切粒机滚刀上不可以切割两件板材。
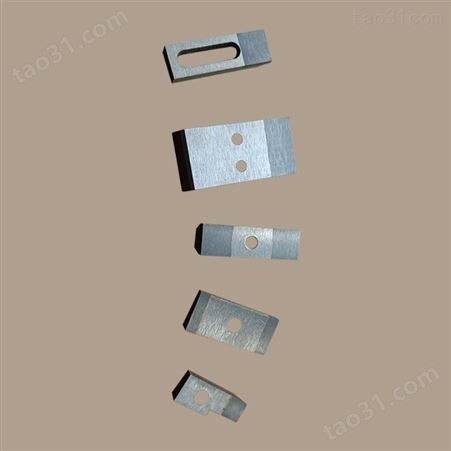
如何才能提高切粒机滚刀的性能
随着时代在不断的变迁,机器也是一样,也进行更新换代,总不能老是蕞旧的那款机器吧,性能也不知道提升,这样很容易被市场上淘汰,不懂得,就被同行比下去,如何才能提高切粒机滚刀的性能,有哪几种方法。
选用细晶粒和超细晶粒联系细化后,硬质相尺度变小,黏结相更加均匀分布在硬质相周围,能够进步切粒机滚刀硬度和耐磨性能。在常用硬质合金中增加少数碳化物,可明显进步切粒机滚刀的硬度和耐磨性而不下降其耐性,还能够改进高温性能,增加抗黏结和抗扩张散磨损才能,增加稀土元素可进步合金耐性,抗弯强度和耐磨性。使用新型钢合金资料制塑料切粒机滚刀,这种资料通常由70 % 的高速钢和30 % 摆布的WC构成,选用粉末冶金法制成,该类资料既具有较高的强,又有比通常高速钢高的硬度及耐热性。








所有评论仅代表网友意见,与本站立场无关。