





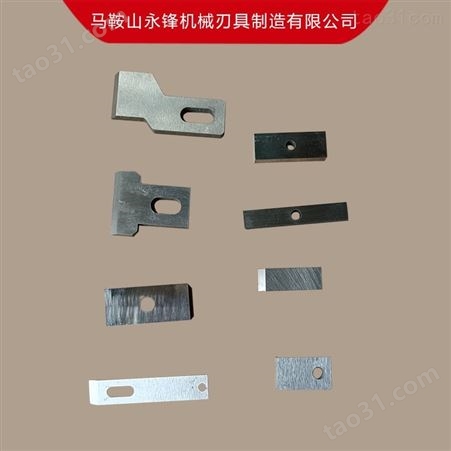
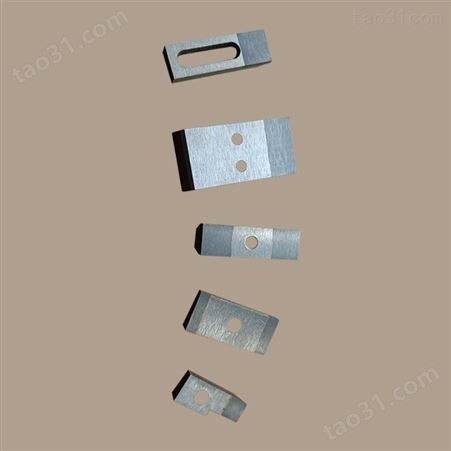
马鞍山永锋机械刃具制造有限公司主营:机械刀具,模具,建筑机械配件加工
在齿轮加工中,滚齿齿形误差对后续加工的精度及切粒机滚刀寿命有较大影响。滚齿齿形误差的种类及产生原因较多,切粒机滚刀的齿形角误差、机床的分度误差、滚刀安装误差等均可能引起齿形误差。
滚齿过程可视为被切齿轮与假想齿条作无侧隙啮合的过程。滚齿时,齿轮的端面渐开线齿形由一些非连续的折线包络而成,折线与折线之间形成一夹角,该夹角的顶点与理论渐开线之间沿渐开线法线方向形成的距离称为棱度,DS 为包络形成渐开线的折线之间的距离,DH 是滚齿时必然产生的原理误差。将形成棱度的夹角顶点用直线连接起来,即形成端面齿形上的渐开线,每个顶点在端面上对应一个齿形角,在齿宽方向形成一条直线。
操作人员填料时,一定要看好,料中不要进杂物,掌握好温度。如果一开机时,料不成条出现粘模头的现象,是模头温度过高,等稍一冷却即可正常,一般情况下不用停机。切粒机滚刀切粒时一定要将条拉均后才能入兑辊,否则将损坏切粒机。如排气孔向外争剧冒料,证明杂质已堵住了过滤网,此时须速停机更换网片。
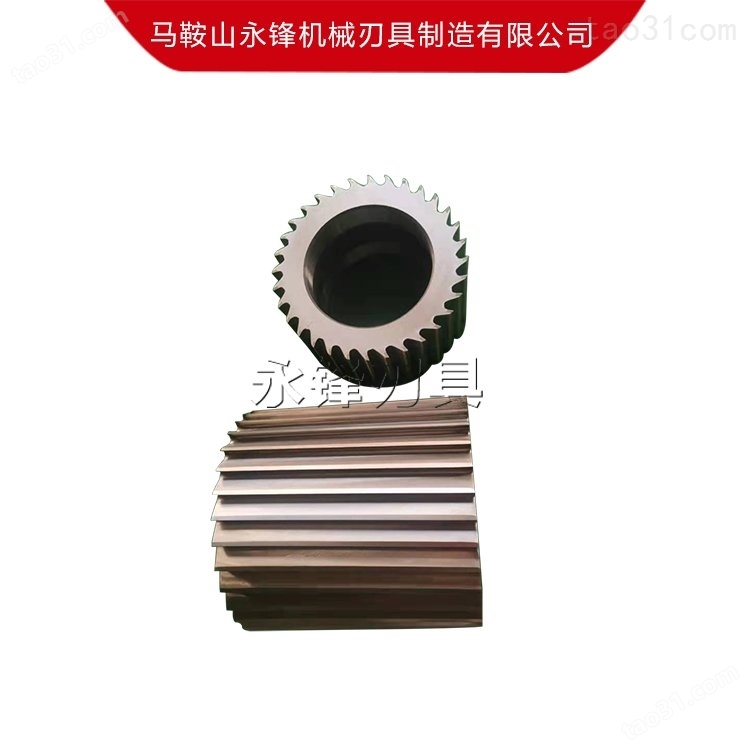
切粒机滚刀用的比较多的是塑料的切割,相比别的切割行业而言,切粒机滚刀的工作量是较高的。在不影响产量的情况下怎样能够保护好塑料切粒机滚刀的寿命呢?
1、滚刀正常工作时,它的水温一般应在5060℃左右,水温低了容易断条,超出容易粘连,刚开始开机时是加一半热水。如果没有条件,切粒时可人工向切粒机内输送一段时间,等水温升高后再让其自动切粒,以免断条。水温超过60℃后,需向内循环加入冷水,以保持温度。
2、塑料切粒机切粒时,一定要将条拉均后才能入兑辊,否则将损坏切粒机。
3、切粒机滚刀必须经常保持清洁,未油漆的部分要涂抹防锈油脂,避免生锈氧化。
切粒机滚刀滑块快速变速出现的故障
切粒机滚刀滑块快速变速出现的故障:
1、检查切粒机滚刀油箱油面是否过低,充液口未被淹住,快进时油缸上腔充液吸空引起充液不足。如果是这些原因的话就可以将油箱油液加至充液口上方5mm以上使充液孔*被淹住。
2、检查滚刀的速度是否过快,引起充液不足。如果是的话就可以通过修改切粒机滚刀系统参数降低快进速度。
3、检查切粒机滚刀刀阀是否被*打开,如果是因为滚刀被污染,使刀阀的阀芯活动不灵活有卡滞现象引起不足。需要清洗切粒机滚刀重新装上使阀芯灵活自如。








所有评论仅代表网友意见,与本站立场无关。