









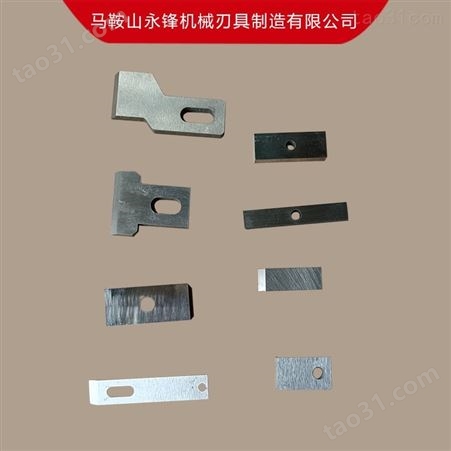
马鞍山永锋机械刃具制造有限公司主营:机械刀具,模具,建筑机械配件加工
热切刀片是纸制业加工生产制造中的一道加工环节,分切机刀片如果出现偏差就会影响纸制品生产的质量。
一、分切机刀片分切纸板尾部偏斜:
1、分切机刀片送纸定位档板调节不当;
2、分切刀片有一段过钝,与其他刀的线速度有差异;
3、分切机刀片的导纸轮调整不当;
4、分切机刀片送纸不当。
二、分切机刀片压痕线容易:
1、原纸低劣;2、压线过深。
三、分切机刀片切口边缘不垂直:
1、分切机刀片刀架角度不正;
2、分切机刀片不在刀槽中心;
3、分切机刀片刀刃磨偏。
热切刀片的温度随时间的变化与剪板机刀片的加热状态有关,这是由切割模式决定的。 车削和钻孔时,切屑在 时间内连续产生,齿刀与工件之间的接触温度较高,线性上升趋势,接触部分的温度通常处于稳定状态。 当使用多个切削刃(例如铣削和锯切)进行切削时,执行间歇切削,并且切削刃的温度也是不连续的。 因此,切削刃的温度上升并且有时会降低,并且切削体的温度缓慢上升。 此时,刀片与工件的接触时间越短,温度变化的区域越窄。 由于木材切割边缘与木材工件接触所需的时间非常短,通常只有几毫秒,因此切割热量只能影响工件接触表面下方的范围。
热切刀片损耗大,单刃、刀片利用率不高。有时新刀片用不到一两个小时就会崩出个大口子。
钢筋切断机刀片的刀床,容易形成拱弧面。其主要是床面短,而刀刃端伸出长达22.5mm,由于刀刃仲出过长,就难以克服冲切产生的横向压力,也就是说,刀刃伸出越长,床面支承点承受的压力就越大。








所有评论仅代表网友意见,与本站立场无关。