








马鞍山永锋机械刃具制造有限公司主营:机械刀具,模具,建筑机械配件加工
大多数聚合物在制成蕞终产品之前,必须配合混炼,然后造粒,成为可销售的原料。有许多不同的造粒机设计,但一切造粒机可以分为两大类:冷切粒系统和模面热切粒系统。二者的主要区别在于切粒过程时间的安排。冷切粒系统,在加工过程的末了从已固化的聚合物切粒;而在模面热切粒系统中,当熔融状态聚合物从口模出现时即进行切粒,而在下游对粒料进行冷却。两种切粒系统各有其优缺点。
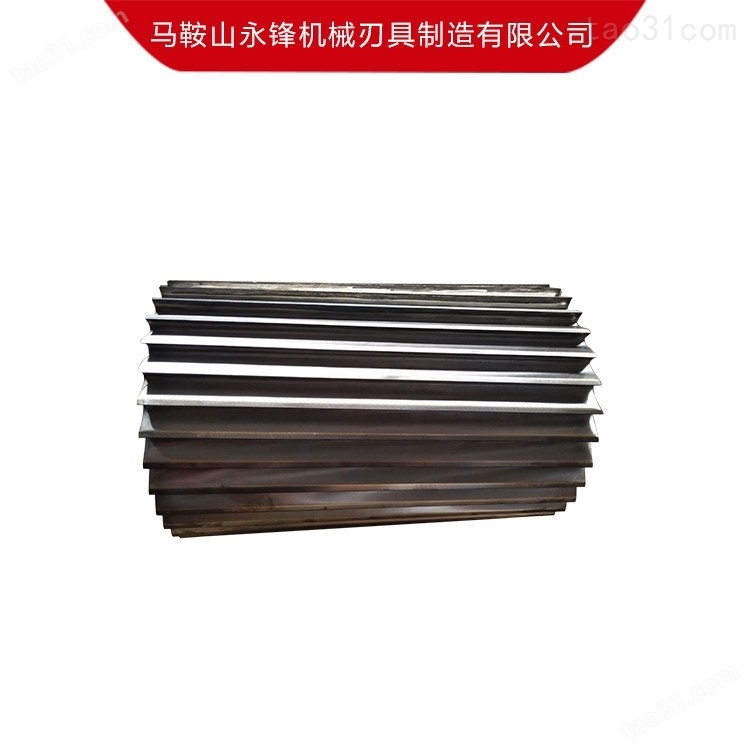
冷切粒系统包括口模、冷却区(风冷或水冷)、干燥区(如果采用水冷)和切粒室。冷切粒系统有两大类,即片料造粒机和条料造粒机。 片料造粒机熔融的聚合物从混炼设备流经一个带式口模或辊炼机压延成一定厚度的聚合物片料。片料在运输过程中通过一段距离凝固并冷却,然后在一个仓室中用切粒刀切成圆形或方形粒料。 片料造粒是制造粒料蕞老的方法,可用于从尼龙到聚钇烯各种不同聚合物。
条料造粒机的使用历史几乎与片粒造粒机同样悠久。包括口模、冷却段(水浴或鼓风机)、干燥段(如果采用水冷)和切粒刀。用挤出机或齿轮泵挤出熔融的聚合物通过一个水平安装的口模而形成条料(现代化的口模经过精密机械加工,均匀加热,以产出质量稳定的条料)。条料从口型排出后,即用鼓风机或空气/真空设施进行冷却,或用水浴冷却。
不过受到市场环境等因素的影响,水下切粒机的价格也会有所波动。
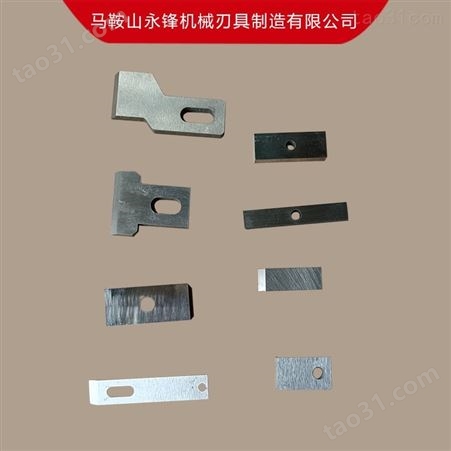
切粒机滚刀切割间隙怎么设定
切粒机滚刀厂家为您介绍切粒机滚刀的切割间隙可以说是动定刀之间的间隙。在一定的范围内,切割间隙大,那么需要的切割力就要小,相反切割力就要大,那么产生的磨损也就越大,如果间隙趋近于0的时候,切削力将变得相当大直到刃部的强度承受不了而出现断裂现象,但是如果切削力变得相当大的话,直到刃部的强度承受不了而出现断裂现象;但是间隙太大那么切片的质量是会受到影响的,因此在生产的时候要注意合理选择切割的间隙。切粒机滚刀的间隙要和切料的厚度、强度有着密切的关系,在剪切过程中,板材并不是100 % 被剪断,实际上是部分被剪断,部分被拉断。
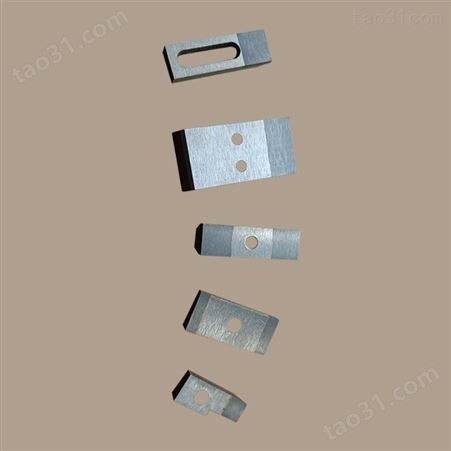
1、切粒机滚刀的间隙越大或延伸性大的材料,其塌边也越大。间隙越小其塌边也越小,且剪切尺寸精度也越佳。
2、滚刀的切割加工并非板厚全部由切粒机滚刀剪断,板厚的一部分被剪断后产生破开现象,越脆的材料其破断面越大。
切粒机滚刀厂家为您介绍:
开机前的准备
(1)塑料切粒机是用于将拉丝切成颗粒状的机器。
(2)在断电情况下检查切粒机的切粒刀、压轮及周边,必须确保没有杂质及异物。
(3)调整及检查动刀与定刀之间间隙为0.003-0.012mm之间。 (4)准备好干净的接料器具。
开机
(1)拉丝前先将切粒机低速启动。
(2)空转2分钟,在运转正常的情况下压下滚轮,将拉丝送入切粒机入口。
(3)通过调节气压阀可以调节滚轮压住线条的力量,气压增大,滚轮压线条越紧。
(4)逐步加大切粒刀旋转速度,直至切出的颗粒直径符合要求。如果颗粒不能达到质量标准,可以切粒刀或报主管及维修人员来解决。
(5)如果挤出机螺杆转速及喂料量作了调整,切粒机的转速也要相应调整,协调一致。








所有评论仅代表网友意见,与本站立场无关。