







马鞍山永锋机械刃具制造有限公司主营:机械刀具,模具,建筑机械配件加工
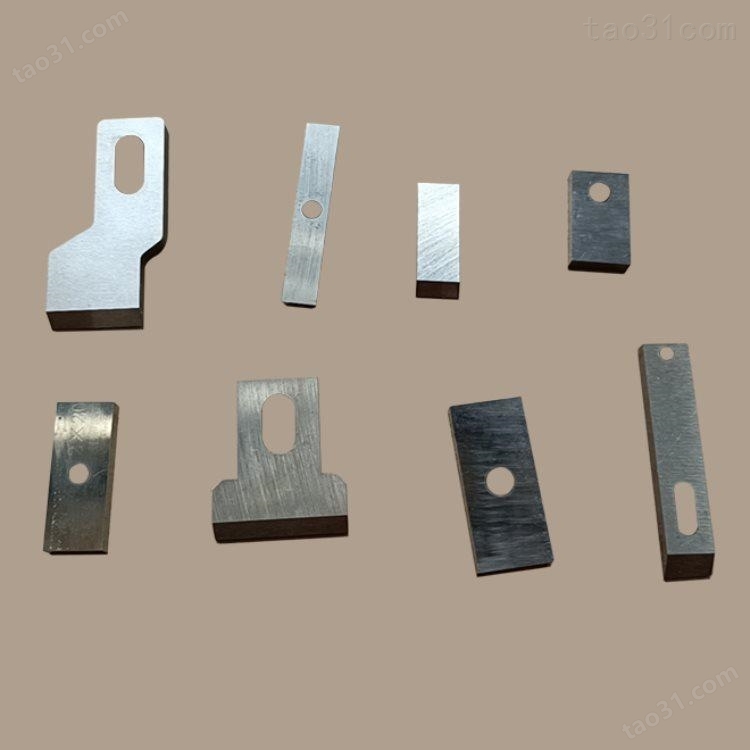
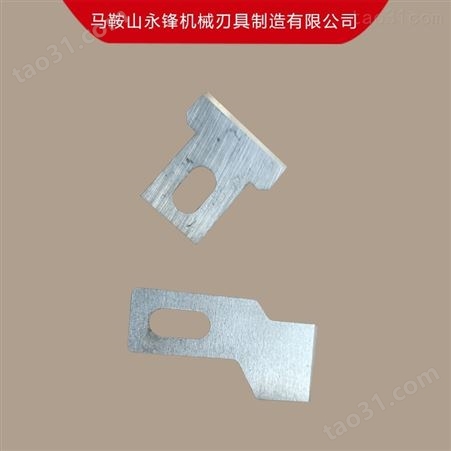
热切刀片的优点是哪些 我们的硬质合金刀片有充沛的强度和韧性在切削经历通常展现的和震荡条件下工作,而不爆发崩刃和折断,刀片材料具备足够的强度和韧性.因为产业的不停进展,工业上的建造也得回了一些升级,即日硬质合金分切刀具有新 我们的硬质合金刀片有充沛的强度和韧性在切削经历通常展现的和震荡条件下工作,而不爆发崩刃和折断,刀片材料具备足够的强度和韧性.因为产业的不停进展,工业上的建造也得回了一些升级,即日硬质合金分切刀具有新式摆动机关的热盘曲膜分切装备,分切装置搜罗收卷轴、定速辊、定位辊、动力辊、检测辊、CCD传感器、赋能辊、辗平辊、放卷及纠偏实行机构、摆动装置,收卷轴、定速辊、定位辊、动力辊、检测辊、CCD传感器、赋能辊、辗平辊、放卷及纠偏执行机构依序程序连续,所述摆动装置包括驱动体例、套筒、通气管、切刀臂、分切刀刀片、切刀臂固定轨道、气缸,所述分切刀片固定在所述切刀臂上,驱动系统包括变频器控制伺服电机经历驱动轴与偏爱轮相拼凑,切刀臂是在所述切刀臂固定轨道上运动,切刀臂固定轨道一端与所述摆动装置中的所述驱动系统滑动式打仗,另一端与所述气缸接连.偏心轮变化时因转动半径的变化而导致与其连接触的切刀臂固定轨道往来运动.
熟悉和了解热切刀片可以让分切圆刀片的使用寿命更长,那么使用分切圆刀片时有哪些正确的步骤呢?分切圆刀片具有很高的耐磨性,其承载能力是业内优l秀的减速驱动。我们来学习一下分切圆刀片的使用步骤。
1.分切圆刀片运行200~300小时后,应进行第l次换油,以后使用时应定期检查油的质量,对混入杂质或变质的油应及时更换。正常情况下,长时间连续工作的分切圆刀片,运行5000小时或一年一次后要换上新油,停了很久的分切圆刀片也要换上新油再重新运行。分切圆刀片应添加与原品牌相同的机油,不得与不同品牌的机油混合使用。允许混合相同品牌和不同粘度的油。
2.换油时,应切断传动装置的电源,以防意外带电。等到分切圆刀片 冷没有燃烧危险,但要保持温暖,因为油的粘度增加,分切圆刀片 冷*排空后很难排油。
3.当发现油温升至80℃以上或油池温度超过100℃并产生异常噪音时,应停机。检查原因,排除故障,更换润滑油后再继续运行。
4.分切圆刀片输入功率范围100 W ~ 30kw,输出扭矩范围4nm ~ 3000nm,输入轴转速一般不超过1800/ min,高速轴可双向运转。当工作环境温度低于0℃时,启动前必须将润滑油加热至0℃,当工作环境温度高于40℃时,必须采取冷kloc-3/冷却措施。
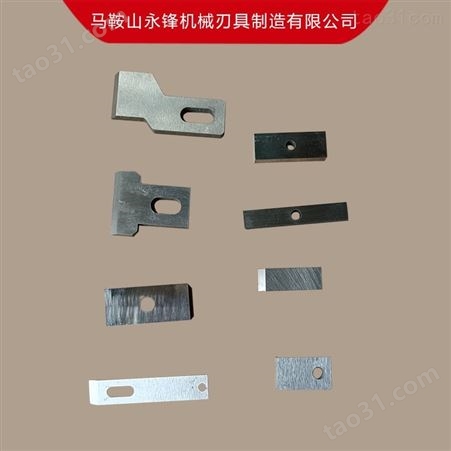
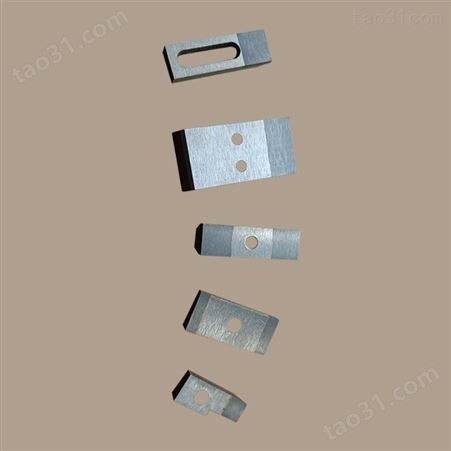
如何正确选用热切刀片材料 陶瓷材料是一种*的三孔刀片材料,因其优良的切削性能和高而备受青睐。本文介绍了近十几年来发展迅速的陶瓷材料的性能及品种,并针对不同类型陶瓷材料的性能优劣,给出选用建议。 随着现代科学技术和生产的发展,各种新型的难加工材料在产品中大量应用,传统的硬质合金刀片材料已难以满足生产需要,而陶瓷三孔刀片材料则以其优异的耐热性、耐磨性、良好的化学稳定性和高而受到了人们的青睐。尤其是在高速切削领域和难加工材料方面,显示出了传统刀片的优势。 与三孔刀片硬质合金材料相比,三孔刀片陶瓷材料硬度高达92-95 HRA,耐磨性好,在相同条件下加工钢料时,它的磨损仅为P10(YT15) 硬质合金刀片的1/15,刀具寿命长。同时,三孔刀片陶瓷材料与钢铁等金属材料的亲和力小,摩擦系数低,抗黏结和抗扩散能力强,切削时不易黏刀及产生积屑瘤,加工表面质量好。片的耐热性也很好,在1,200℃时仍能保持80HRA左右的高硬度,所以适合在高温下进行高速切削和干切削,而价格又远低于切削性能与之相近的金刚石和立方氮化硼刀具。 片材料的品种多达几十种,不同种类的陶瓷三孔刀片有着不同的应用范围,故须正确选择三孔刀片陶瓷的种类与牌号,使其与被加工材料相“匹配"。除需要满足技术要求外,还应满足经济和环保性能的要求。








所有评论仅代表网友意见,与本站立场无关。