




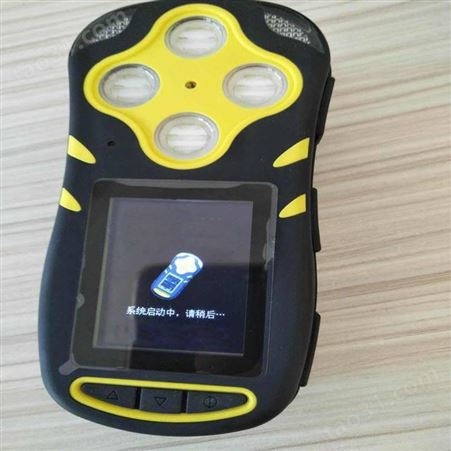




矿用CTB1000一氧化碳报警器泄漏报警仪防爆
矿用一氧化碳报警仪
随着对于安全生产监管要求的日益提高,生产过程场所实施检测也就越来越受企业的重视。就成为当前工业生产安全防护的重中之重,尤其是在石化和煤炭行业。气体报警器的主要作用,就是检测生产装置现场的甲烷浓度含量,环境中甲烷气体的滞留等,如果超出报警点则发出报警,以便工作人员及时采取有效措施,避免安全事故的发生。
气体检测仪性能特点:低功耗,待机时间长。内置振动器,时可适用于非常嘈杂的环境中6个亮LED发光管旋转点亮,同时驱动蜂鸣器发出间歇的"嘀--嘀--"声采用LCD液晶显示,全中文菜单操作高、低限浓度,设定值满量程可调外形小巧。
注意报警器的使用寿命。催化燃烧式气体报警器容易受到硫化物、氯化物、铅类化合物以及有机硅化合物等物质的污染导致催化剂中而失效。在某些粉尘多的工作环境,探测器长时间的工作容易被粉尘粘浮,使其对甲烷的灵敏度降低甚至无效,此时应该根据实际情况进行清洁或更换探测器。
气体检测仪仪使用于冶金、电厂、化工、矿井、隧道、坑道、地下管线等场所,方便与各种DCS、PLC以及其他系统连接,高防护等级,防尘、防水抗腐蚀性能强,能工作于酸性碱性环境。
友好界面,操作简单,发光二极管和声音报警、故障提示,的超低功耗微控制器,自动调零,菜单标校,报警点可调显示日期和时间可更换的模块化传感器开机自检测功能电池欠压提示、具有防过充功能、实用充放电次数大于500次超小的体积,精巧的设计。









所有评论仅代表网友意见,与本站立场无关。