









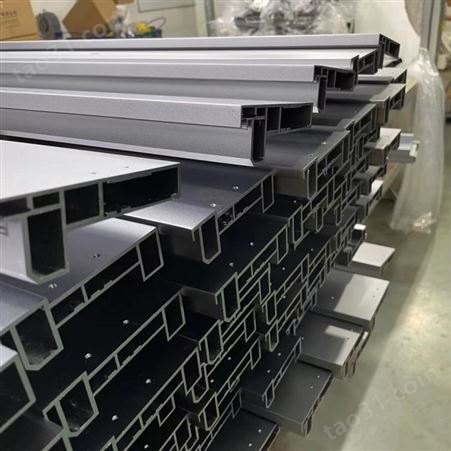
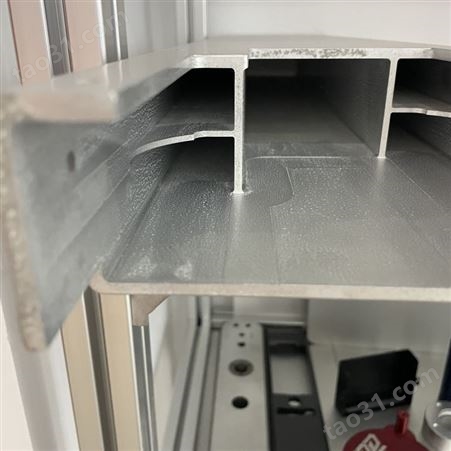
挤压
挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。常用的牌号6063合金,在挤压时还用一个风冷淬火过程及其后的人工时效过程,以完成热处理强化。不同牌号的可热处理强化合金,其热处理制度不同。
上色 (此处先主要讲氧化的过程)
氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。
其主要过程为:
(1)表面预处理:用化学或物理的方法对型材表面进行清洗,裸露出纯净的基体,以利于获得完整、致密的人工氧化膜。还可以通过机械手段获得镜面或无光(亚光)表面。
(2)阳极氧化:经表面预处理的型材,在一定的工艺条件下,基体表面发生阳极氧化,生成一层致密、多孔、强吸附力的Al2O3膜层。
(3)封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭,使氧化膜防污染、抗蚀和耐磨性能增强。氧化膜是无色透明的,利用封孔前氧化膜的强吸附性,在膜孔内吸附沉积一些金属盐,可使型材外表显现本色(银白色)以外的许多颜色,如:黑色、古铜色、金黄色及不锈钢色等。
6070重载焊接结构与汽车工业用的挤压材料与管材
6101公共汽车用高强度棒材、电导体与散热器材等
6151用于模锻曲轴零件、机器零件与生产轧制环,供既要求有良好的可锻性能、高的强度,又要有良好抗蚀性之用
6201高强度导电棒材与线材
6205厚板、踏板与耐高冲击的挤压件
6262要求抗蚀性优于2011和2017合金的有螺纹的高应力零件6351车辆的挤压结构件,水、石油等的输送管道
6463建筑与各种器具型材,以及经阳极氧化处理后有明亮表面的汽车装饰件
6A02飞机发动机零件,形状复杂的锻件与模锻件
7005挤压材料,用于制造既要有高的强度又要有高的断裂韧性的焊接结构,如交通运输车辆的桁架、杆件、容器;大型热交换器,以及焊接后不能进行固熔处理的部件;还可用于制造体育器材如网球拍与垒球棒








所有评论仅代表网友意见,与本站立场无关。