









经过20余年的发展
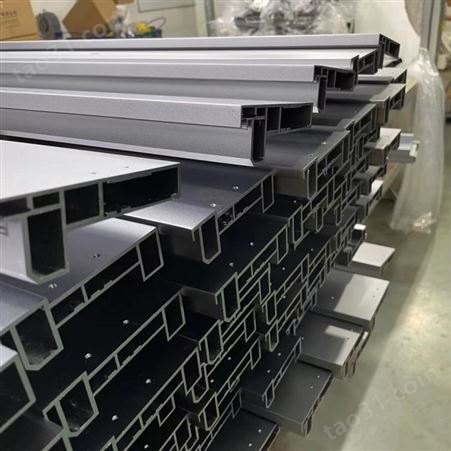
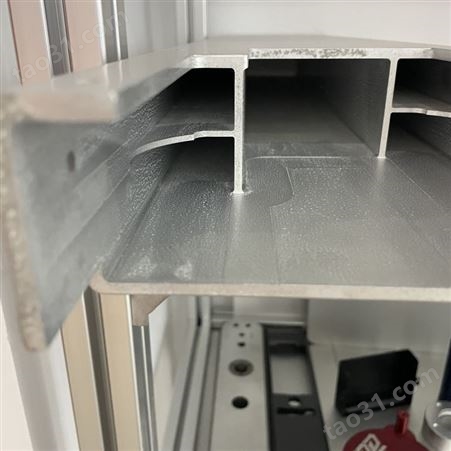
余润铝制品的设备资源:13条的铝型材挤压机,年产能逾6万吨;较全的铝型材精密加工设备;较全的铝型材氧化预处理设备,涵盖抛光、拉丝、喷砂等设备。环保的阳极氧化产线生产线。合计厂房面积约30000平方米。是集“铝型材挤压、精密加工、表面处理"于一体的厂家。
公司位于中国地理位置优越、科技、交通发达的长三角地区。
余润铝制品已服务于上千家企业,并是许多国企、跨国公司及世界500强的公司的长期合作伙伴。
我们领域涉及:汽车工业、航天航空、工业自动化、科研、家居家饰、家电电器、数码电子等产业。
我们的优势:专注于工业铝型材加工16年,为客户提供铝型材挤压、加工、表面处理等一站式配套服务,让客户省心、放心,励志成为行业内的综合性铝制品研发制造商。
1,粘合、刮痕:由于材料与凸模或凹模摩擦而在制件或者模具表面出现的不良;
2,毛刺:主要发生于剪切模和落料模,刃口之间的间隙或大或小时会产毛刺;
3,线偏移:制件成形时,首先与模具接触的部位被挤压并形成了一条线;
4,凸凹:开卷线有异物(铁屑、胶皮、灰尘)混入引起凸凹;
5,曲折:由于应力不均匀、拉延筋匹配不良或者压机滑块控制不良等造成制件r角部位或者压花部位发生曲折、应变;
6,皱纹:由于压机滑块调整不良、压机精度低、气垫压力调整不合适、冲头或者r部位大等原因引起边缘或r部位皱纹。
7.其他具体问题:在日常生产中,会遇到冲孔尺寸偏大或偏小(有可能超出规格要求)以及与凸模尺寸相差较大的情形,除考虑成形凸、凹模的设计尺寸、加工精度及冲裁间隙等因素外,还应从以下几个方面考虑去解决。
⑴.冲切刃口磨损时,材料所受拉应力增大,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。
⑵.对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。
⑶.凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲,因此,冲孔尺寸会趋大。而凸模端部为平
⑷.凸模刃口端部修出斜面或弧形。这是减缓冲裁力的有效方法。减缓冲裁力,即可减轻对凹模侧材料的拉伸力,从而达到抑制冲压件产生翻料、扭曲的效果。
⑸.日常模具生产中,应注意维护冲切凸、凹模刃口的锋利度。当冲切刃口磨损时,材料所受拉应力将增大,从而冲压件产生翻料、扭曲的趋向加大。
⑹.冲裁间隙不合理或间隙不均也是产生冲压件翻料、扭曲的原因,需加以克服。
以上是我们在冲压铝件生产过程中会常常遇到的问题








所有评论仅代表网友意见,与本站立场无关。