









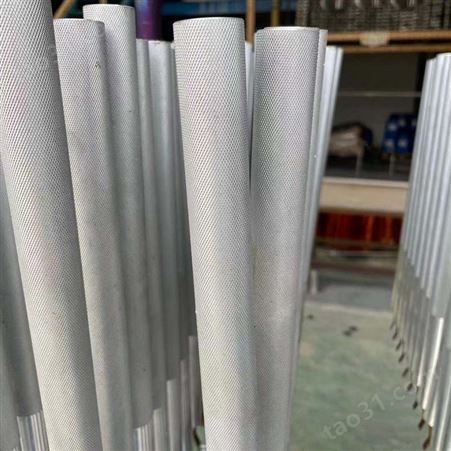
铝合金滚花加工
在车床上滚花时,受力相当大,铝合金工件必须装夹牢固。按装挤压滚花刀时,刀面要与工件垂直,同时花轮中心要对准工件的轴心。滚花开始时,起头很重要,要用力直接压入工件,不能有停顿,使工件一下子就压出花纹。等花纹滚得很清晰后再开走刀,进行走花。在自动车床上滚花也相同。在滚花刀接触铝合金滚花表面后,直接切入到规定的花纹底径,再停留10°~15°左右就立即退刀。如果是走花,切入到花纹底径后就立即让滚花刀横向行走,走到规定的距离后立即退刀。
在加工的过程中,应注意及时的 切屑,铝合金的加工会产生较多的残留切屑,如不及时清理,会影响纹路的光洁度,还应避免毛刷接触工件滚轮的咬合处,防止毛刷被卷入。








所有评论仅代表网友意见,与本站立场无关。