









经过20余年的发展
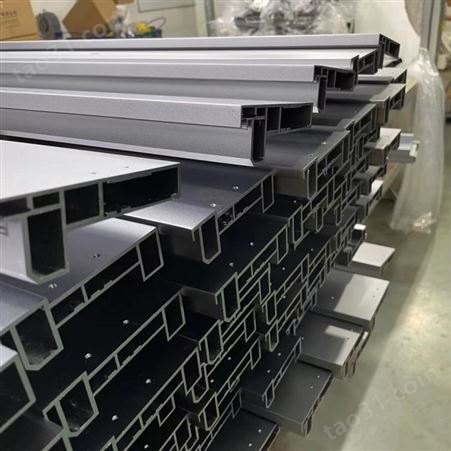
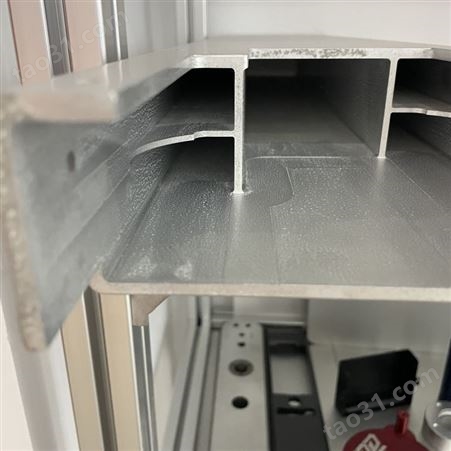
余润铝制品的设备资源:13条的铝型材挤压机,年产能逾2万吨;较全的铝型材精密加工设备;较全的铝型材氧化预处理设备,涵盖抛光、拉丝、喷砂等设备。环保的阳极氧化产线生产线。合计厂房面积约30000平方米。是集“铝型材挤压、精密加工、表面处理"于一体的厂家。
公司位于中国地理位置*、科技、交通发达的长三角地区。
余润铝制品已服务于上千家企业,并是许多国企、跨国公司及世界500强的公司的长期合作伙伴。
我们领域涉及:汽车工业、航天航空、工业自动化、科研、家居家饰、家电电子等产业。
我们的优势:专注于工业铝型材加工16年,为客户提供铝型材挤压、加工、表面处理等一站式配套服务,让客户省心、放心,励志成为行业内的综合性铝制品研发制造商。
钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、科研等领域得到了广泛应用,例如在电脑机箱、手机、MP3中,钣金是的组成部分。 随着钣金的应用越来越广泛,钣金件的设计变成了产品开发过程中很重要的一环,机械工程师必须熟练掌握钣金件的设计技巧,使得设计的钣金既满足产品的功能和外观等要求,又能使得冲压模具制造简单、成本低。
钣金工艺一般来说基本设备包括剪板机(Shear Machine)、数控冲床(CNC Punching Machine)/激光、等离子、水射流切割机(Cutting Machine)、折弯机(Bending Machine)、钻床以及各种辅助设备如:开卷机、校平机、去毛刺机、点焊机等。
折弯时要首先要根据图纸上的尺寸,材料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用根据板材的厚度来确定。其次是确定折弯的先后顺序,折弯一般规律是先内后外,先小后大,先特殊后普通。有要压死边的工件首先将工件折弯到30°—40°,然后用整平模将工件压死。
工件在折弯,压铆等工序完成后要进行表面处理,不同板材表面的处理方式不同,冷板加工后一般进行表面电镀,电镀完后不进行喷涂处理,采用的是进行磷化处理,磷化处理后要进行喷涂处理。电镀板类表面清洗,脱脂,然后进行喷涂。不锈钢板(有镜面板,雾面板,拉丝板)是在折弯前进行可以进行拉丝处理,不用喷涂,如需喷涂要进行打毛处理;铝板一般采用氧化处理,根据喷涂不同的颜色选择不同的氧化底色,
一些批量大的工件还用到工装保护;工件不装配喷涂时,不需要喷涂的区域用耐高温胶带和纸片挡住,一些露在外面的螺母(螺柱)孔用螺钉或耐高温橡胶保护。如工件双面喷涂,用同样方法保护螺母(螺柱)孔;小工件用铅丝或曲别针等物品窜在一起后喷涂;一些工件表面要求高,在喷涂前要进行刮灰处理;一些工件在接地符处用专用耐高温贴纸保护。在进行喷涂时,首先工件挂在流水线上,用气管吹去表面的粘上的灰尘。进入喷涂区喷涂,喷完后顺着流水线进入到烘干区,最后从流水线上取下喷涂好的工件。
钣金件的质量除在生产制程中严格要求外,就是需要独立于生产的品质检验,一是按图纸严格把关尺寸,二是严格把关外观质量,对尺寸不符者进行返修或报废处理,外观不允许碰划伤,喷涂后的色差、耐蚀性、附着力等进行检验。这样可以找到展开图错误,制程中的不良习惯,制程中的错误,如数冲编程错误,模具错误等。








所有评论仅代表网友意见,与本站立场无关。