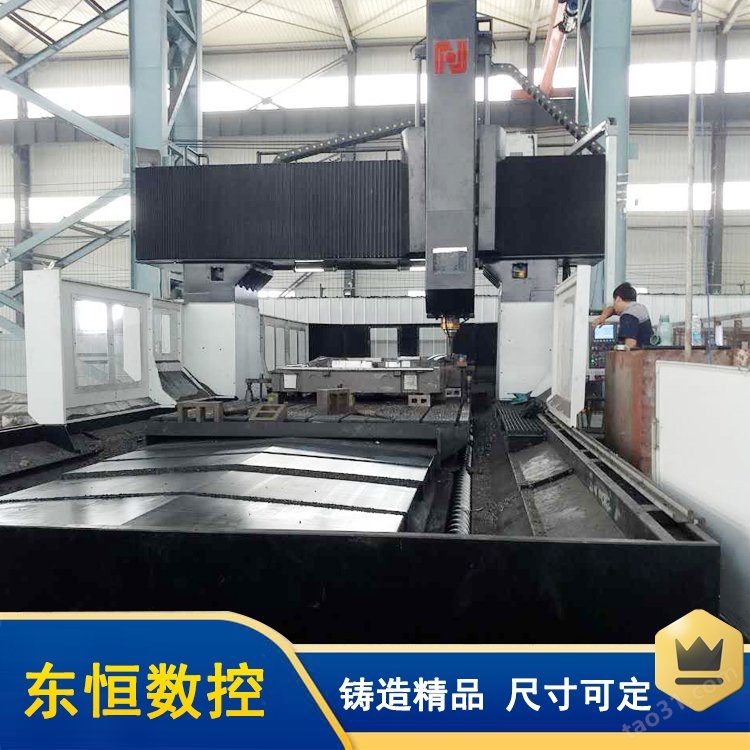





加工机床床身铸件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。机床床身铸件按 标准GB9439-88制造。树脂砂型刚度好,浇注初期砂型强度高这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。
加工机床床身铸件的铸件特点
①床身铸件耐磨性与消震好。由于铸铁中石墨有利于润滑及贮油,所以耐磨性好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
②工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁床身铸件。毛坯一般采用铸造的方法进行制造,目前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比如精密铸造,熔模铸造和离心铸造等。铸造量具进行机械加工时选择毛坯是一个非常重要的环节,量具毛坯的选择不经影响毛坯的加工工艺和工艺费用,而且也会影响到机械加工的工艺方法和加工质量。因此需要量具毛坯铸造和机械加工两个方面的工艺人员密切配合,合理的确定毛坯的种类,结构形状。量具毛坯一般采用铸造的方法进行制造。目前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比如铸造,精密铸造,压力铸造,熔模铸造和离心铸造等。
加工机床床身铸件特点
(1)耐磨性与消震性好。由于铸铁中石墨有利于润滑及贮油,所以耐磨性好。同样,由于石墨的存在,灰口铸铁的消震性优于钢。
(2)工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁铸件。另外,由于石墨使切削加工时易于形成断屑,所以灰口铸铁的可切削加工性优于钢。 硬度和抗拉强度之间的关系:灰铸铁的硬度和抗拉强度之间,存在一定的对应关系,其经验关系式为: a、当O≥196N/mm2时;HB=RH(飞00+0 4380b) (B1) b、当0≥796N/mm2时;HB=RH(44+O 7240b)(B2) 式中相对硬度(RH)值主要由原材料、熔化工艺、处理工艺及铸件的冷却速度所确定。
加工机床床身铸件优点
树脂砂型刚度好,浇注初期砂型强度高这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。数控机床床身铸件等大型模具较之传统砂型有很大优势,它不但省去了昂贵的木型费用,而且便于操作,缩短了生产周期,提高了生产效率,具有尺寸精度高,加工余量小,表面质量好等优势。
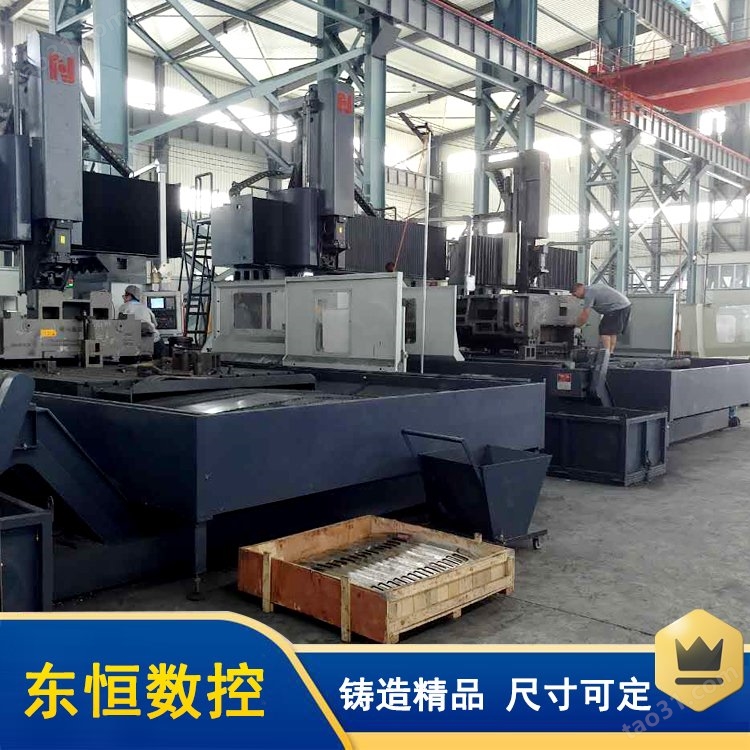
本公司并承接实型(消失模)、树脂砂铸件加工,包括汽轮机厂的垫箱、机床厂的床身、立柱、横梁、工作台、机械设备的铸铁底座 产品系列制造合理、结构稳定、精度高、耐磨损、使用寿命长、材料均采用HT200-300高排号铸铁、平台(板)硬度为HB160-210, 平尺等其它产品为HB170-240。
铸造厂区有8吨12吨冲天炉各两座,单件铸铁80T。机加工区有4X10米龙门铣、3X17米龙门刨、米断面铣、米龙门刨、米龙门刨床、3X12米龙门刨、米龙门刨、米龙门铣、Z80立钻、四川立应应力振动仪,有标准完善的理化室及材料试验机,以及炉前快速化验设备,为快速调整铁水号达到牌号材质要求的各种元素含量提供了可靠的保证。
东恒数控机械设备制造有限公司,本着团结、敬业、信誉、创新之精神,从精英团队塑造企业文化,以企业文化提升品牌;以品牌推进企业发展;以企业发展凝聚精英团队为经营理念。遵循“今天的质量就是明天的市场"这经营法则,使我厂的经济效益稳步提升。
热忱欢迎全国各介朋友前来我厂参观考察合作,发挥各自优势,携手共进,共图发展。
本公司主要生产和销售三维柔性焊接平台、铆焊平板、铸铁平台、检验划线平板、大型机床铸件、机床床身铸件、数控车床工作台、龙门铣床刨床平台、钳工平台工作台、电机试验平台、铸铁装配平板、T型槽平板、铸铁方箱、磁力方箱、T型槽方箱、铸铁V型架、机床垫铁、镁铝平尺、偏摆仪检查仪、齿轮跳动检查仪、大理石平板平台、大理石方尺、大理石方箱、大理石V型架、大理石平尺、防爆工具、特种重型扳手、异型定制、阀门扳手、皮带机防雨罩等系列产品。










所有评论仅代表网友意见,与本站立场无关。