
为了很好的发挥砂石料生产线中破碎机铸件多元高铬铸铁的耐磨性,铸件毛坯必须经过硬化处理,尽管处理前后的碳化物形状、分布、数量及显微硬度等各项指标不会发生实质上的变化,基体组织却发生了根本转变。同时在960~980℃保温较长时间,过饱和奥氏体中会有富铬碳化物析出,形成粒状的M23C6型碳化物。
通常认为砂石料生产线该相在不降低机械强度的条件下对提高抗磨性有利。保温时间也不能过长,否则会造成晶粒粗大也不利于马氏体的形成,有可能出现珠光体类型的组织,这是砂石料生产线厂家所不希望得到的,因为它既不利于耐磨性的提高,也不利于机械强度的提高。所以采用了高温保温3~4h,直接出炉强制风冷,夏季适当进行喷雾冷却的热处理制度。砂石料生产线铸件本体硬度可以达到52~60HRC。 砂石料生产线中破碎机铸件的铸件进行250±20℃,保温5h的低温回火,主要目的是减小铸件在硬化处理砂石设备时所产生的应力。
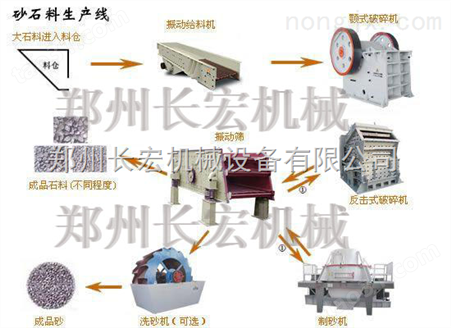
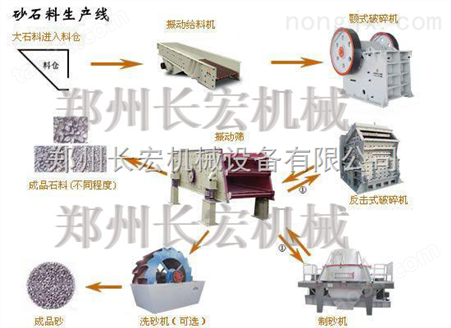
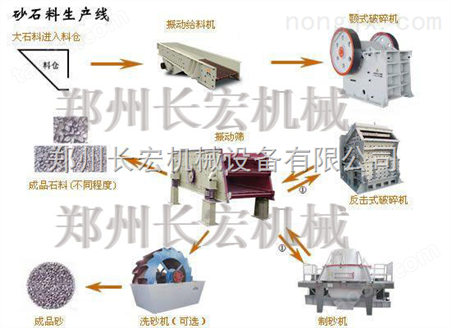
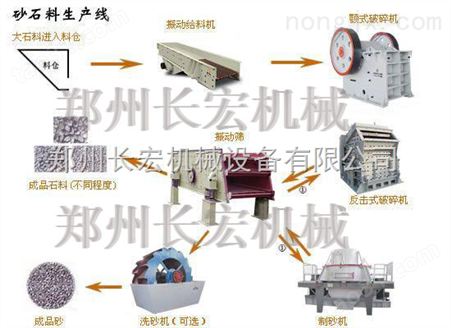
对砂石生产线反击破板锤成分控制的主要原则
对砂石料生产线反击破板锤成分控制的主要原则:依据经典的高铬铸铁理论,在含碳量一定的条件下,欲得到分布形态好、 硬度高的M7C3型碳化物,Cr/C控制在5.0以上。实际生产中砂石生产线厂家控制在5.0~6.5,并适量加入了Mo 、V、Ti、Mn、Cu等多种合金元素。
砂石料生产线中加入的V、Ti量较少,主要起强化基体、细化组织、提高反击式破碎机合金抗磨性和韧性的作用。同时Ti具有良好的脱氧作用,对改善铸态碳化物有益。V在含碳的铁基合金中形成(V、Fe)C简写为MC或 V、Fe)4C3型碳化物,通过回火后的碳化物反映在二次析出硬化方面发挥巨大作用。砂石生产线中的钒的碳化物VC、V4C3比M2C、M6C硬度更高。
砂石生产线http://www.chxkjx.com
鸡粪烘干机http://www.chhongganji.com
钢筋弯曲机http://www.goto173.com
木材粉碎机http://www.goto153.com
钢筋垫块机http://www.taichengangjin.com







所有评论仅代表网友意见,与本站立场无关。