










朱砂翻模工业级硅胶
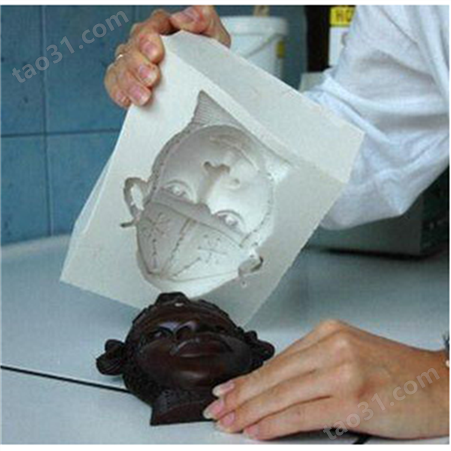
目前市场上很多朱砂产品的成型工艺用的都是模具翻模成型的工艺,朱砂跟水泥石膏之类的有可塑性。
朱砂模具硅胶,也是液体硅橡胶的一种,由两种。A组份是可流动性的液体胶,B组份是固化剂(硫化剂),二者混合后能快速成型。不管是缩合型硅胶,还是加成型硅胶,都适合GRC产品的批量生产和翻模,前者是工业级硅胶,比例100:5;后者是食品级硅胶,比例有1:1和10:1两种。
朱砂翻模工业级硅胶使用方法:
固化剂(B组分)摇匀后再使用。
A组分:B组分=100:3-100:5,这个比例是按A、B两组分的重量计算。重量以电子称量结果为准。
A、B两组分倒入容器后,用搅拌棒搅拌均匀。当颜色比较均匀时就表明已经搅拌均匀。容器底部和容器壁一定要刮得很好,确保此处的硅胶能和固化剂充分混合。
硅胶和固化剂一定要搅拌均匀,如果没有搅拌均匀,模具会出现一块已经固化,一块没有固化,硅胶会出现固化不均匀状况就会影响硅胶模具的使用寿命及翻模次数,甚至造成模具报废情况。
硅胶和固化剂搅拌均匀后,进行抽真空排气泡环节,抽真空的时间不宜太久,正常情况下,不要超过十分钟,抽真空时间太久,会使硅胶产生交联反应,变成一块一块的,无法进行涂刷或灌注,会造成材料损失。
抽真空时容器不能装得太满,否则抽真空处理时,硅胶很容易溢出容器。
一般做中等或大件产品的刷模时,模具制作过程中一般要贴上一层纱布或者是玻璃纤维布。如果是做片模,通常要做玻璃钢或石膏外模做为保护。
模具在室温下4-8个小时后就可以*固化,不要加热固化,即使要加温加速其固化时间,温度也不建议高于60度。
产品原型若属于陶瓷等含硅的材料,较好将原型喷漆便于脱模。
为了达到较佳效果,模具较好是放置24小时以后再使用。










所有评论仅代表网友意见,与本站立场无关。