


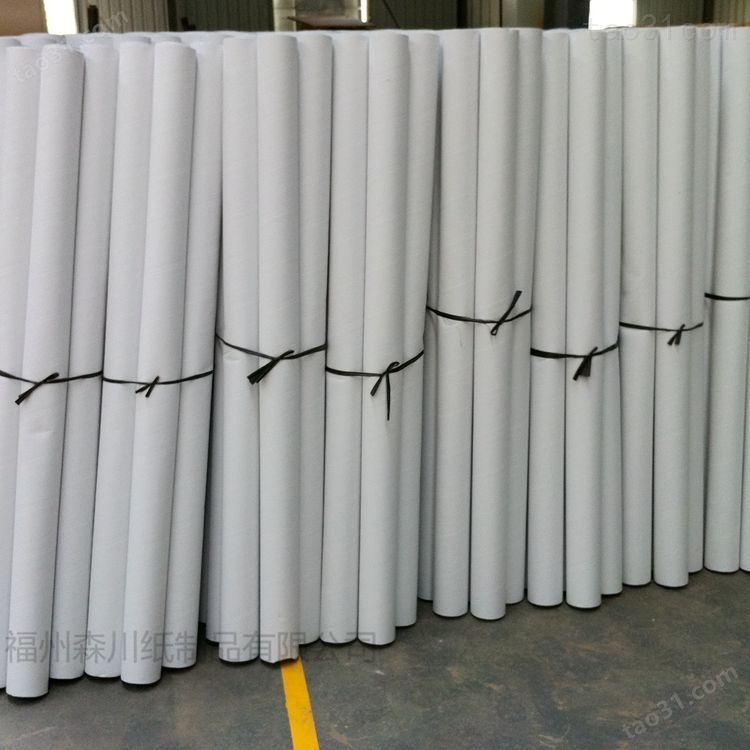






纸管烘干是纸管生产(Produce)的重要环节,将卷管时的胶水(glue)蒸发(evaporate)出去,使纸管成型后更稳定(解释:稳固安定;没有变动),直接决定纸管形状及硬度(Hardness),有些纸管使用的地方是高速旋转的,胶水没有烘干生产过程中会散掉。
1、原纸分条:将卷状的纸张原料,通过分条机分成窄的卷装纸张,以便卷管;
2、调制胶水(glue):将氢氧(Oxygen)化钠(Sodium)、胶水、硼砂按比例调制成胶水,并加到卷管机的胶水槽里;
3、卷管及切管:将分条机切好的卷状纸装到纸管架上,将胶水(glue)槽加加胶水,运行设备,条状纸螺旋卷好成型,末端有切除装置,切断(割开;截断)纸管;
4、纸管装车:将切断(割开;截断)的纸管,装到带脚轮的小车;
5、纸管烘干:将推车推进烤房,开启烘干机,自动进行烘干,纸管烘干时间8到15个小时,温度(temperature)由50、55、60、65度递增;
6、纸管精切、打磨、包装、装车:卷管机切断(割开;截断)的纸管精度不高,需用精切机再次切断,并打磨好切断的切口,包上包装袋,装车发货。
纸管用白纸制成,盖子做成卷边的,这种材质的优点是环保、抗压、在运输过程中可以得到保障;可订做各种规格,图案,款式,使各种重量的产品均可使用;纸管的种种优势决定这它被大众所需,但是对于纸管对BOPET薄膜分切底皱您是否做过相关的了解呢?
一、纸管的直线度是关键的影响因素。
膜纸管越宽,纸管的直线度越差,底皱几乎成比例增加。对于宽而重的膜卷,在保证直线度的前提下,适当增加纸管的壁厚、选用更好的卷纸等,借以提高纸管的抗压强度即增加刚性,可以减少底皱;如果采用口径大的纸管,刚性越好,底皱越少。
二、纸管的表面粗糙度对底皱的影响并不大。
普通表面的纸管相对于表面抛光的纸管,薄膜的底皱没有根本的不同,外观质量等级差别也很小。同时,试验中也没有降低分切的速度和生产效率。
三、设备方面,要保持每个工位的压力、张力、速度等参数稳定控制,防止突变因素影响质量。橡胶压辊的直线度、圆度和表面质量裂纹、凸起都会影响排气,采用新、旧压辊试验显示,二者相差可达30~40%,因此一定要及时更换失效的压辊,对大规格的膜卷要精选合格的压辊。
四、细致的操作有助于减少底皱,事先检查确认选择纸管、粘贴薄膜的手法等方面进行规范操作,也是不可忽视的保障。
纸管烘干是纸管生产一个环节,卷管时的胶水变干,使纸管成型后更稳定,当然有些纸管使用的设备属于高速旋转的,胶水没有烘干,生产过程中会散掉。那么纸管厂家告诉你纸管的卷管工序主要有哪些?
(1)盘纸的涨力:在设备允许的情况下,卷管过程中的盘纸的涨力应该越大越好,特别是皮带下面的三层纸的涨力要大,这样卷制出来的纸管层与层之间比较密实,抗压强度得到提高。另外,盘纸的排列层与层之间搭接应均匀,搭接尺寸一般为11~15mm左右,尺寸过大过小,都将降低纸管的抗压强度。
(2)卷管机平皮带宽度的选择:皮带的宽度应比外层纸宽度窄5mm左右,如果皮带太窄,纸管尚未被皮带包覆的部分粘合不牢而影响纸管的质量,使纸管的抗压强度降低。
(3)配纸卷管:在使用相同原材料的情况下,卷管的纸条数目越多,壁厚越厚,则纸管的强度越高,当卷厚壁管时,可以在靠近芯轴的部分参合2~3层低级别的纱管纸,这样做既能保证纸管的抗压强度,又可以提高纸管的韧性,可以更好的满足纺丝的需求。
(4)纸带上胶量与上胶距离的控制:上胶量大,不仅浪费胶水,而且纸管下机时很软,纸管容易变形,卷管时皮带打滑甚至卷不起来,切管时里纸与面纸被刀口带起来不能粘合;上胶量少,直接造成纸管粘合不牢。上胶距离指上胶装置的出口到芯轴入卷处的距离,该距离实际上决定了被涂到纸带上的胶膜在空气中的风干时间,也就是说,上胶距离愈大,胶膜风干时间愈长胶膜也愈干,反之胶膜愈潮。纸管胶的粘合特性是两张纸相互接触粘合时胶膜似干非干时粘合快强。胶膜很潮会出现类似胶量大的情况,胶膜太干会出现类似胶量太少的情况。
纸管:纸用纸张加工成的管状的物体。大多纸管为螺旋纸管和无缝纸管。
纸管用途
化纤工业用管
DTY管、POY管、FDY管、锦纶管、氨纶管、氨纶包覆纱管
薄膜工业用管
BOPP、PET、PVC、BOPA、CPP、农用地膜、保鲜膜、缠绕膜、塑料袋用管(超市用)、镀铝膜、电工电容膜、丙膜
印刷工业用管
主要应用于卷桶印刷、薄膜印刷、纸张印刷
造纸工业用管
新闻纸、纱管纸、白板纸、纸、票据纸、水松纸、铝泊纸、书写纸、彩色羊皮纸、口杯纸、利乐保鲜纸、其他
冶金工业用管
铝板、钢板、铁板等卷材
包装用管
医疗器械、书画、食品罐等外包装
测温用纸管
钢水测温 一次性热电偶
取样器用纸管
机用纸管
电池纸管
桥梁建筑用管









所有评论仅代表网友意见,与本站立场无关。