


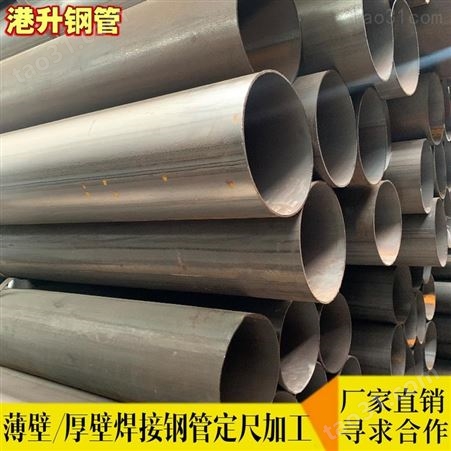


海南钢管厂 48*3.5架子管 50*3.5铁钢管定尺加工海南国标钢管 厚壁焊管 325*5大口径焊管定尺加工钢管部分采用先在槽边进行组焊,将三节管组装焊接后再进行下管组装的方法,钢管吊装用25T吊车。本工程钢管安装采用现场手工电弧焊接,双面焊形式,坡口形式为“V"型坡口,管节焊接前先修口,端面的坡口角度、钝边、间隙等要满足规范要求,不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。纵向焊缝放在管道中心垂线上半圆的45度左右处。对口时外壁齐平,错口偏差不大于2mm,焊缝的宽度及加强高满足设计图纸要求。先在管外多层焊接,然后在管内清根进行管内焊接。管道任何位置不得有十字形焊缝。两管节对焊时,纵缝相错间距不得小于300mm。弯管起弯点至接口的距离不得小于管径,且不得小于100mm。管道上开孔应符合下列规定 不得在钢管的纵向、环向焊缝处开孔 管道任何位置不得开方孔 不得在短节上或管件上开孔。焊接时不得在钢管上引弧,弧坑必须填满,焊接层数3-4层,焊完后清理焊缝处熔渣及飞溅并按规定进行外观检查,不得有表面气孔、焊瘤、夹渣、浇穿、溶合性飞溅、表面凹陷,弧坑等现象。钢制插口安装前,由Φ10止胶钢筋后沿测量60+2-0mm,在管身画安装红线,与之连接的预应力管承口深度宜为190mm左右。钢制承插口安装时, 加强用手锤及扁铲均匀捣入胶圈的工艺,严格注意不得损伤胶圈。钢制承插口与混凝土管连接处,经监理工程师检验合格后,用水泥砂浆将接口间隙封堵并抹平。除快速排气阀外,各种蝶阀、沉降观测设备等设施应在钢管段施工时一并安装,各种阀井在钢管安装后及时砌筑,各种及临时进人孔在内防腐施工完毕后及时封堵。钢管安装完毕后,平面轴线位置偏差允许值为30mm,高程差允许值为±20mm。
广东国标钢管 厚壁焊管 114*5黑钢管3.高频焊管机组 直缝钢管的高频焊接过程是在高频焊管机组中完成的。高频焊管机组通常由滚压成型、高频焊接、挤压、冷却、定径、飞锯切断等部件组成,机组的前端配有储料活套,机组的后端配有钢管翻转机架;电气部分主要有高频发生器、直流励磁发电机和仪表自动控制装置等组成。螺旋焊管与直缝焊管技术特性比较: ·材料的冶金性能 广东圆钢管非标定做 114*5黑钢管海南钢管厂 48*3.5架子管 50*3.5铁钢管定尺加工

所有评论仅代表网友意见,与本站立场无关。