




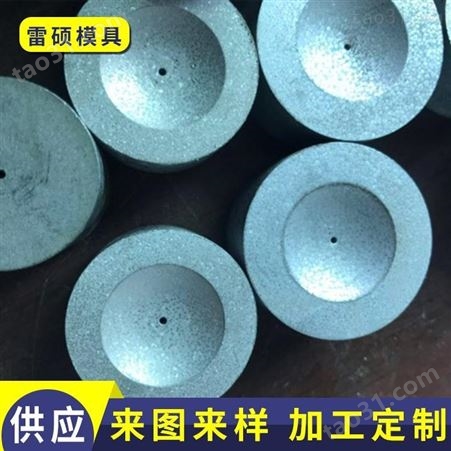



冷镦利用模具在常温下对金属棒料镦粗(常为局部镦粗)成形的锻造方法。通常用来制造螺钉、螺栓、铆钉等的头部。可以减少或代替切削加
工。 锻坯材料可以是铜﹑铝﹑碳钢﹑合金钢﹑不锈钢和钛合金等﹐材料利用率可达80~90%。冷镦多在专用的冷镦机上进行﹐便于实现连续
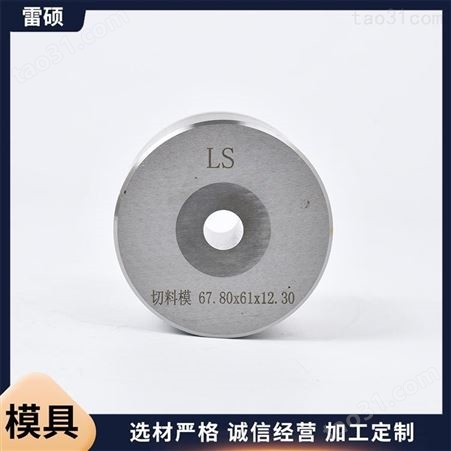
﹑多工位﹑自动化生产。在冷镦机上能顺序完成切料﹑镦头﹑聚积﹑成形﹑倒角﹑搓丝﹑缩径和切边等工序。生产效率高﹐可达300件/分以上﹐
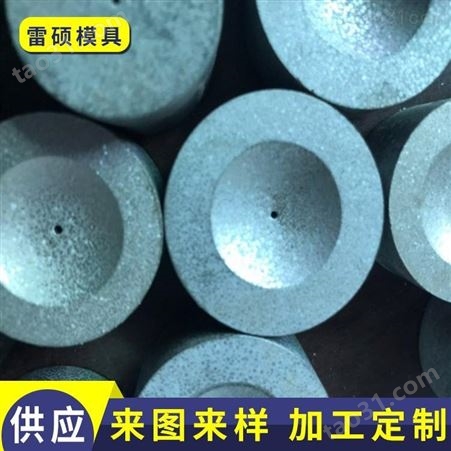
冷镦工件的直径为48毫米。棒料由送料机构自动送进一定度﹐切断机构将其切断成
坯料﹐然后由夹钳传送机构依次送至聚积压形和冲孔工位进行冷镦成形。 这门技术属于冷成型的一个种类,就是在不进行加热的情况下对材料
进行冲剪、弯曲、拉伸等的加工方式。冷成型工艺有冷镦、冷轧、模锻等。随着冷镦产品生产制造设备对加工速度的不断提升以及紧固件行业客
户对产品技术要求的不断提高,冷镦模具原有的设计制造精度及损耗情况已经不能满足现行的快速生产、快速换型及过程制造能力的需要。目前
,公开号为CN 202387902 U的公开了一种制造不同长度规格产品倒角的








所有评论仅代表网友意见,与本站立场无关。