

温馨提示:滚丝轮(滚丝刀)的价格由型号而定。为防止恶意拍单,以上价格为滚丝轮定金。货到后,由于用户原因不提货,定金将作为物流费用,请谨慎拍单谢谢!
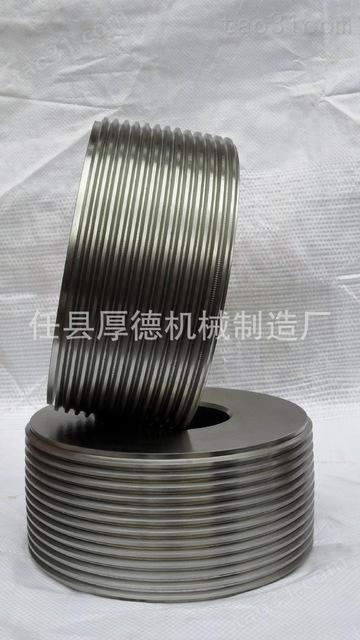
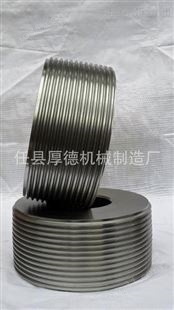
滚丝轮故障原因及消除方法
一 中径过大,外径过小 处理方法:
1、活动主轴的位置调整太远
2、滚压时间太短
3、滚压压力太大
二 中径过大,外径合格 处理方法:毛坯直径过大
中径合格,外径过小 处理方法:毛坯直径过小
中径合格,外径过大 处理方法:毛坯直径过大
中径过小,外径过大 处理方法:
1、主轴的中心距太大
2 滚压时间太长
3、滚压压力太高
中径无锥度,外径有锥度 处理方法:毛坯有锥度
中径锥度超差 处理方法:两滚丝轮的平行性调整不好,须进行调整
滚压时产生细屑或鳞片 处理方法:
1 、牙位调整不好
2、 滚压时间太长
滚压时工件向上跳出 处理方法:
1 、支承块过高
2、 两滚丝轮直径不同
工件螺丝磨伤 处理方法:
1、 支承块过低
2 、支撑面光洁度太低
滚丝轮螺纹在倒角处损坏 处理方法:
1、 滚丝轮倒角太徒或太小
2、 两滚丝轮端面不在一平面内
滚丝轮成块状碎裂 处理方法:
1、 毛坯肩部与滚丝轮端面接触
2 、毛坯肩部与支撑块端面接触
3、 支撑块的位置调整不好,卡住了毛坯
4、 进给深度超过螺纹深度
液压时工件轴向移动 处理方法:
1、 毛坯直径过大或过小
2、 滚丝轮直径过大或过小
液压时工件过热 处理方法:
1、 主轴转速过高
2、 进给速度太快
3、 滚压压力过大
压力表指针振动 处理方法:吸油咀阻塞,应清理
活动主轴进给太慢 处理方法:
1、管路有泄漏现象,应检修
2、油缸密封环损坏,应更换
活动主轴进给退回时振动 处理方法:
1、油缸中有气体,应排气
2、滑套缺润滑油,应加油
油温过高 处理方法:
1、油粘度过大
2、滚压时间太长
3、滚压压力太高
4、环境温度太高,加冷却器
压力调不高 处理方法:
1、油泵磨损,更换新泵
2、油液粘度太低,更换新油
3、溢流阀失灵,更换新阀
油产生泡沫 处理方法:油箱内油面过低或由泵吸入空气
活动主轴无进给动作 处理方法:油泵电机转向不对
活动高轴无退回动作 处理方法:退回弹簧失灵








所有评论仅代表网友意见,与本站立场无关。