





下列砂轮硬度选择原则供参考:
a.磨削软材料时要选较硬的砂轮,磨削硬材料时则要选软砂轮;
b.磨削软而韧性大的有色金属时,硬度应选得软一些;
c.磨削导热性差的材料应选较软的砂轮;
d.端面磨比圆周磨削时,砂轮硬度应选软些;
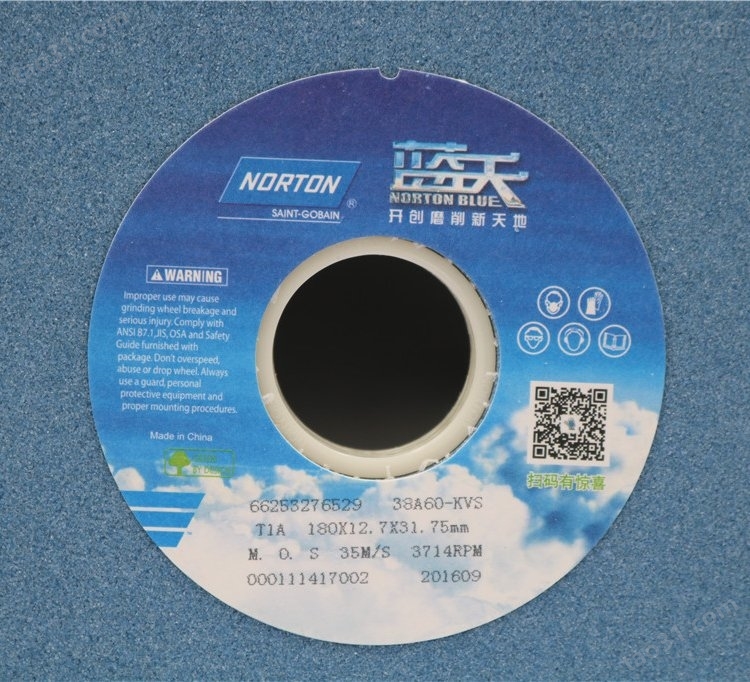
e.在同样的磨削条件下,用树脂结合剂砂轮比陶瓷结合剂砂轮的硬度要高12小级;
f.砂轮旋转速度高时,砂轮的硬度可选软12小级;
g.用冷却液磨削要比干磨时的砂轮硬度高12小级。砂轮常用的硬度是为H级J级K级L级
东莞市鼎裕鑫五金科技有限公司
免费会员
下列砂轮硬度选择原则供参考:a.磨削软材料时要选较硬的砂轮,磨削硬材料时则要选软砂轮
下列砂轮硬度选择原则供参考:
a.磨削软材料时要选较硬的砂轮,磨削硬材料时则要选软砂轮;
b.磨削软而韧性大的有色金属时,硬度应选得软一些;
c.磨削导热性差的材料应选较软的砂轮;
d.端面磨比圆周磨削时,砂轮硬度应选软些;
e.在同样的磨削条件下,用树脂结合剂砂轮比陶瓷结合剂砂轮的硬度要高12小级;
f.砂轮旋转速度高时,砂轮的硬度可选软12小级;
g.用冷却液磨削要比干磨时的砂轮硬度高12小级。砂轮常用的硬度是为H级J级K级L级
请输入账号
请输入密码
请输验证码
淘生意平台 设计制作,未经允许翻录必究 .Copyright(C) https://www.tao31.com,All rights reserved.
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,淘生意平台对此不承担任何保证责任。





所有评论仅代表网友意见,与本站立场无关。