





PE防腐管生产工艺流程:
根据管线防腐的设计要求,钢管的防腐制作采用一体化机械流水作业线的生产方式,在生产需要的情况下可24小时连续生产,施工人员按三班制进行划分,实行交接班作业。在各工序准备就绪,开始生产之前,应根据管线防腐当中3种不同防腐层对防腐厚度的要求,先用试验管段在生产线上分别依次调节钢管涂敷时的预热温度及防腐层各层涂敷厚度,待各项参数达到要求后方可开始生产。
钢管外观检查
⑴加工前,钢管的外观应由熟练工人用目测方法逐根进行观察,钢管有无严重机械损伤、重皮、裂缝、凹陷等缺陷,检查不合格的钢管不能使用,并做出不合格标识退回。验收合格的方可用于施工。
⑵螺纹管的管口若出现扁口情况,应及时进行找圆修复,不能修复的应报废。
管件除锈
⑴首先用抓管机将需要进行防腐的钢管倒运至作业线的上管平台,采用火焰加热器装置对钢管的外表面进行预热处理,驱除钢管表面的潮气、油污、杂质等,加热温度控制在40℃~60℃,以利于提高钢管表面的除锈质量。
⑵钢管均采用PW-380钢管抛丸除锈机进行除锈,在钢管进入抛丸室前,用橡胶垫或厚海绵制成的管口堵头堵在钢管管口的两端(如钢管自带管堵使用其自带的管堵封堵),避免钢管在除锈过程中,抛丸室内的钢丸飞入管口内,减少钢丸的损失,同时保证了钢管在除锈时钢丸的用量,经抛丸除锈后的钢管表面应达到《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923—1988规定的级,表面的锚纹深度应按环氧粉末生产厂家提供的说明书执行。
⑶表面预处理完后,所有的铁锈、油污、氧化皮等应清除干净。
⑷逐根对钢管外表面进行检查,对可能导致涂层漏点的表面缺陷,采用合适的方法进行打磨,且打磨后的壁厚不应小于规定值。对存在疵点的钢管应剔除或予以修理。
⑸对除锈质量不合格的钢管,应及时下线,清除管内抛物,然后返回生产线重新除锈。
钢管表面微尘处理
⑴钢管经抛丸除锈后,在进行下道工序环氧粉末高压静电喷涂前,采用微尘处理装置对钢管的外表面进行二次处理,将钢管外表面残留的锈粉微尘清除干净,并应在4小时内进行环氧粉末涂料的涂敷,若超过4小时或钢管表面出现返锈时,必须重新进行表面预处理。钢管表面进行微尘处理时,应先起动除尘装置上的引风机,再启动除尘电机;若生产需中断时,应先按下除尘电机停止按钮,再停止引风机工作。
⑵定时清理旋风吸尘器内的粉尘,避免堆积过量,影响除尘效果。
⑶启动微尘装置后,应经常检查引风机的工作情况。
⑷除尘电极应按期保养,确保正常工作。
⑸进行防腐生产时,每小时应至少检查一次钢管表面微尘处理情况。
钢管预热
⑴经微尘处理后的钢管,在进行环氧粉末涂敷前,应*行预热处理,采用KGPS-750uw恒功率中频机给钢管进行加热,预热温度必须符合环氧粉末涂料所要求的温度,但不得超过275℃。
⑵检查中频循环水池水位,确保水量至少在~3立方。启动中频循环水泵,检查循环水所有管路是否漏水,只有在确定循环水管路一切正常情况下,方可开始启动中频装置机。
⑶根据不同管径钢管的送进速度及预定加热温度,用实验管在作业线上调整确定生产是中频加热的输出功率值。
⑷使用*的测温仪器来测量钢管预热时的温度,提高测量的准确度,以保证钢管进行粉末涂敷时,钢管预热温度在粉末涂料生产厂家推荐的范围内。
⑸进行防腐生产时,每小时至少测量记录一次,确定粉末涂敷时钢管的预热温度。
环氧粉末滚涂或喷涂
由于热滚涂与热喷涂工艺差别较大,这里不做详细叙述。
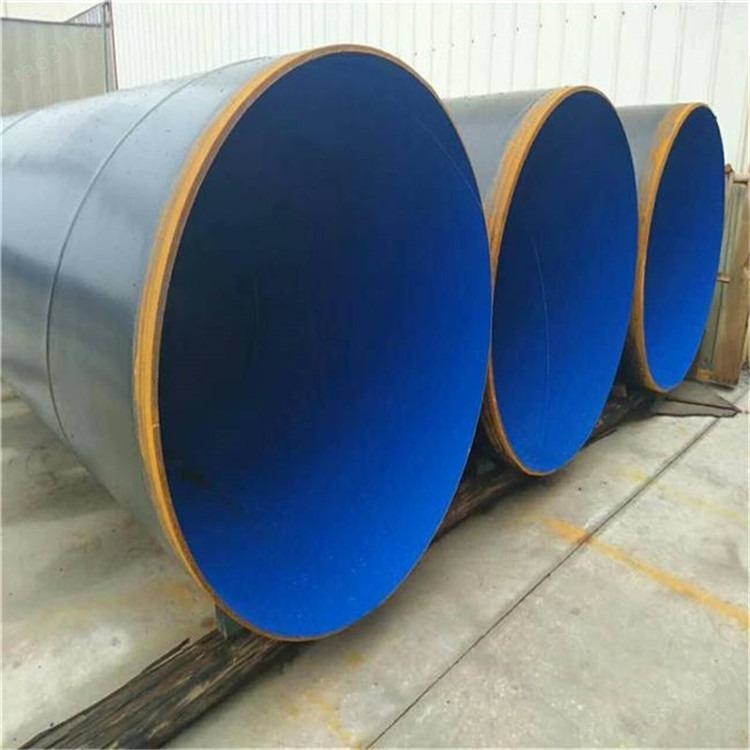
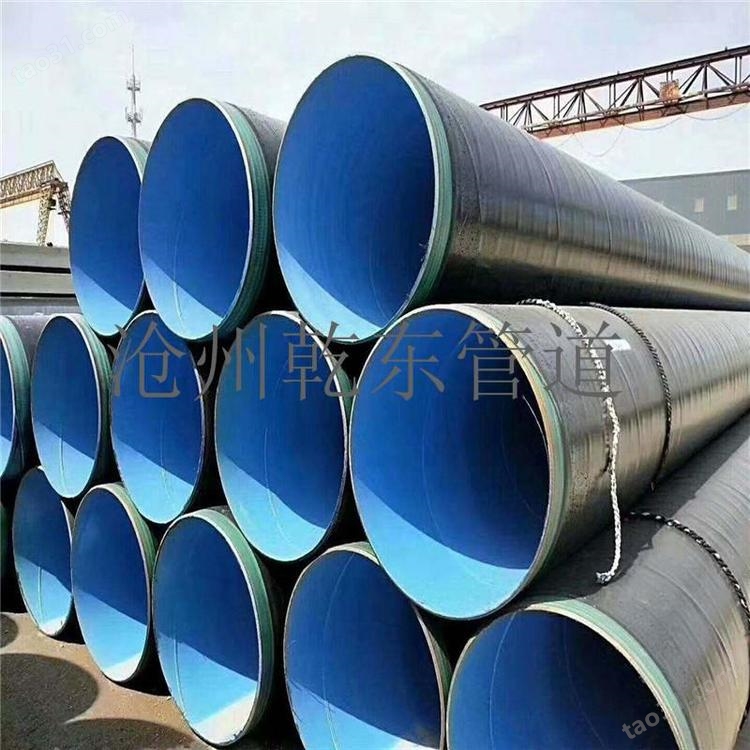
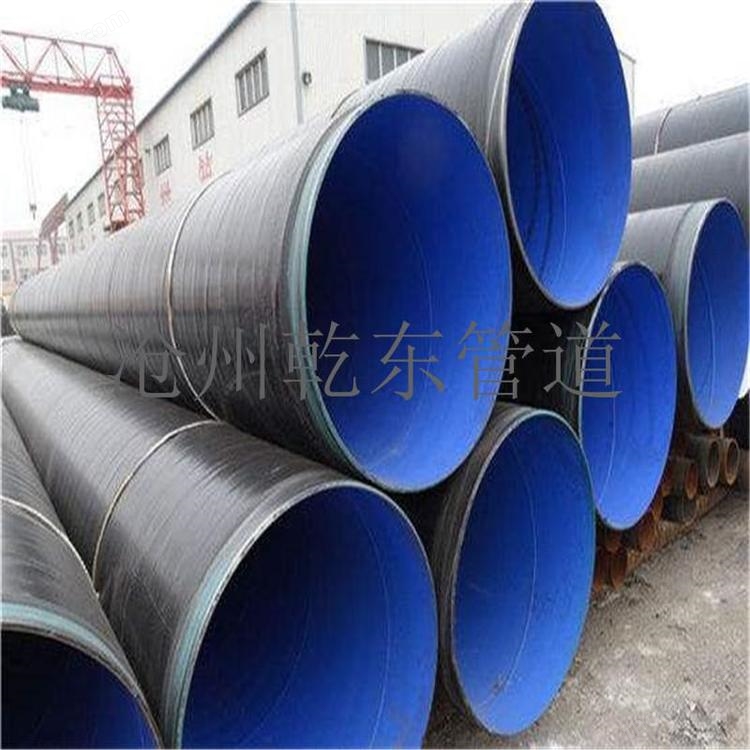
涂塑钢管,又名涂塑管、钢塑复合管、涂塑复合钢管,是以钢管为基体,通过喷、滚、浸、吸工艺在钢管(底管)内表面熔接一层塑料防腐层或在内外表面熔接塑料防腐层的钢塑复合钢管,优点:优良的耐腐蚀性和较小的摩擦阻力,涂层材料:PE(聚乙烯)或EP(环氧树脂)。
涂塑钢管具有优良的耐腐蚀性和比较小的摩擦阻力。环氧树脂涂塑钢管适用于给排水、海水、温水、油、气体等介质的输送,聚乙烯涂塑钢管适用于排水、海水、油、气体等介质的输送。
通用颜色:黑色,灰色,蓝色,红色,白色,绿色
涂层厚度:PE(改性聚乙烯)涂层厚度为400um—1000um,EP(环氧树脂)喷涂厚度为100um-400um
涂覆方式:PE(聚乙烯)为热浸塑EP,(环氧树脂)为内外喷涂
产品规格:DN15—DN1660环境温度:-30℃ 至120℃
连接方式:丝扣(DN15-DN100),沟槽(DN65-DN400),法兰(适用任意口径),焊接式,双金属连接,承插、管节、密封连接等
产品特性
涂塑钢管是采用PE(改性聚乙烯)进行热浸塑或EP(环氧树脂)进行内外涂覆的产品,具有优良的耐腐蚀性能。同时涂层本身还具有良好的电气绝缘性,不会产生电蚀。吸水率低,机械强度高,摩擦系数小,能够达到长期使用的目的。还能有效的防止植物根系及土壤环境应力的破坏等。连接便捷、维修简便。
产品优点
1.适应埋地和潮湿环境,并可以耐高温和极低的温度。
2.抗力强,如果涂塑钢管作为电缆套管,可以有效屏蔽外界的信号干扰。
3.承受压力强度好,压强可达6Mpa。
4.绝缘性能好,作为电线的保护管永远不会发生漏电现象。
5.无毛刺、管壁光滑,适合施工的时候穿电线或电缆。
工程标准
《建筑给水排水设计规范》 GB 50015-2003
《建筑给水排水及采暖工程施工质量验收规范》GB50242-2016
《煤矿矿用产品安全标志暂行办法》
《给水涂塑复合钢管》CJ/T 120-2016
检测方法
外观检查;目测检查涂覆钢管的外观质量,试验结果应符合的规定。
厚度测量;从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合的规定。
针孔试验;管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于,试验电压为1500 V,涂层厚度大于 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合的规定。
附着力试验;附着力试验按CJ/T 120-2008中进行,试验结果应符合的规定。
弯曲试验;DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。
在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合的规定。
压扁试验;DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。
在温度为(20±5) ℃的环境下,如图1所示,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合的规定。
冲击试验;从涂覆钢管的任意位置切取长约100 mm的试样,在温度为(20±5) ℃的环境下,规定进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合规定。
冲击试验条件
公称通径DN
mm锤重,kg落下高度,mm
15~
32~
80~
真空试验;管段试件长度为(500±50) mm,使用适当的措施堵住管道进出口,从进口逐渐增加负压至660 mm汞柱,保持1 min,试验后检查内涂层,试验结果应符合0的规定。
高温试验
管段试件长度为(100±10) mm,将试件放置在恒温箱中,升温至(300±5) ℃,并恒温1 h,然后取出自然冷至常温。试验后,取出试件并检查内涂层(允许外观颜色变深、发暗现象),试验结果应符合1的规定。
低温试验
管段试件尺寸长度为(100±10) mm,将试件放置在低温箱中,降温至(-30±2) ℃,并恒温1 h,然后取出放置在温度为(20±5) ℃的环境下(4~7) h。
压力循环试验
与水压供给系统相连接,充水排除空气,然后进行3000次从(±) MPa至 MPa的交变水压试验,每次试验的周期不大于2 s。试验后检查内涂层,并按的规定进行附着力试验,试验结果应符合3的规定。
温度循环试验
管段试件长度为(500±50) mm,将试件按下列顺序在每个温度条件下放置24 h:
(50±2)℃;
(-10±2)℃;
(50±2)℃;
(-10±2)℃;
试验后试件放置在温度为(20±5) ℃的环境中24 h,检查内涂层情况,并按的规定进行附着力试验,试验结果应符合4的规定。
温水老化试验
管段试件尺寸长度约为100 mm,管段两端裸露处应进行相应的防腐处理,将管段放置在(70±2) ℃的蒸馏水中浸泡30 d,试验后取出自然冷却至常温,检查试件内涂层,试验结果应符合5的规定。
施工、安装要点
1)、应按《建筑给水涂塑复合管管道工程技术规程》CECS125:2001执行。
2)、涂塑钢管应选用下列施工机具:
(1)切割应采用金属锯切割;
(2)压槽应采用专用滚槽机;
(3)弯管应采用弯管机冷弯;
(4)套丝应采用电动套丝机进行管螺纹加工;
(5)涂塑钢管端口去毛刺和加工园角应采用锉刀加工;
(6)涂敷高强度无机溶剂液体环氧树脂涂料应采用小毛刷或小牙刷。
3)、涂塑钢管施工程序应符合下列要求:
(1)涂塑钢管不宜埋设于钢筋混凝土结构层中;
(2)涂塑钢管管道安装中禁止进行焊接;
(3)涂塑钢管管道安装宜从大口径逐渐接驳到小口径,管口应及时封堵;
(4)涂塑钢管在运输、装卸及工地施工中,严禁抛摔和剧烈撞击;
(5)涂塑钢管安装时,管径不大于DN50时可用弯管机冷弯,但其弯曲曲率半径不得小于8倍管径,弯曲角度不得大于10







所有评论仅代表网友意见,与本站立场无关。