









厂家销售 桥梁预埋槽道 不锈钢V型槽道 C型热轧 槽道预埋件 电缆支架
预埋槽道弯弧机可节约原材料
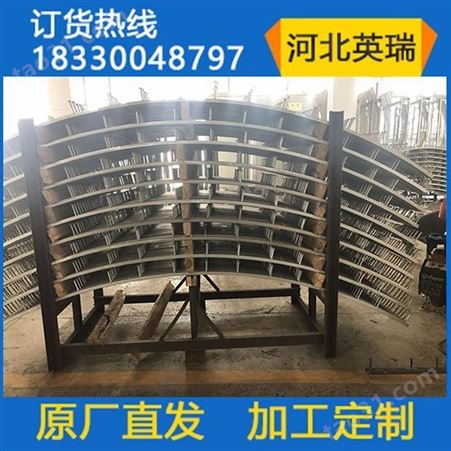
预埋槽道弯弧机,包括整圆的工作台,在整圆的工作台上连接驱动组件、成形组件、第二成形组件、高速盘踞、落料支撑组件;所述驱动组件设置在工作台的进料处,驱动组件包括制少一对驱动辊,每根驱动辊分别垂直设置在工作台的台面上;所述成组组件设置在驱动组件的出料侧,成形组件包括若干对成形辊,每根一成形辊分别垂直支撑在工作台的台面上;所述第二成形组件设置在成形组件的出料侧,第二成形组件包括若干对第二成形辊,每根第二成形辊分别垂直支撑在工作台的台面上;所述落料支撑组件设置在第二成形组件的出料侧,落料支撑组件包括若干根与工作台台面平行布置的托辊,每根托辊分别支撑在工作台的台面上;所述高速盘踞设置在落料支撑组件的进料侧;若干对成形辊、若干对第二成形辊、若干根托辊沿工作台的圆周方向依次布置。
通过以上设计,在一个正圆的工作平台上,布置几组驱动辊及50~60对成形辊,在工作台上按要求的圆弧排列,工件沿圆切线送入,由于每对成形辊之间的间隔较小,位置度上相互制约,又互为力点,在经过50~60对成形辊之后应力大部分消除,在2~3对成形辊进行微调整,使之达到要求。在工作台的后部置高速圆盘锯,将工件按要求的长度自动锯下。该方法保证了弯弧后的成品曲率及平整度均在规定的公差范围之内。
所述工作台的一侧设置副工作台,在所述驱动组件的进料侧设置碰焊机,在碰焊机与驱动组件之间设置铣刀,碰焊机和铣刀分别连接在所述副工作台上。另外在工作台进料端置有碰焊机一台,在一根材料(工件)进料接近终端时,将下一根从端面焊接上,铣刀可铣去焊瘤,实现连续加工,只要原材料定尺时时加工成品长度的整倍数,加工出的成品无焊接接头,材料利用率可达百分之九十五以上。








所有评论仅代表网友意见,与本站立场无关。